Design Fire Fighting
What do you do when you unexpectedly lose a crucial piece of your refinery complex? Shahidan Laili and M Safwan Atan explain

FACED with a fire on startup of a new world-scale refinery, engineers had to re-specify the facility to use new feedstocks, and control the resulting risks. This article describes the steps we took to overcome major challenges for safe and continuous operations.
Overview
The residue fluidised catalytic cracking (RFCC) unit is part of PRefChem’s refinery complex at Pengerang Integrated Complex (PIC) in Pengerang, Johor, Malaysia. (PRefChem is a joint venture between Petronas and Saudi Aramco).
The process involves distilling crude oil at a crude distillation unit (CDU) to produce multiple product streams such as fuel gas, LPG, naphtha, kerosene, diesel, and atmospheric residue (AR). AR from the CDU is treated at an atmospheric residue desulfurisation unit (ARDS) to remove contaminants such as sulfur and nitrogen. The treated AR is then fed to the RFCC unit, to be cracked into valuable product such as fuel gas, propylene, propane, raffinate, naphtha, diesel, and slurry oil.
In April 2019, during refinery startup activity, there was a fire at the ARDS unit, which meant the unit would be unable to start up until Q4 2020. This resulted in a major disruption to the process chain, in that the crude couldn’t be processed to provide the required feed for the RFCC.
In order to sustain the refinery operations, we had to come up with an alternative crude programme to provide feedstock for the refinery while the ARDS unit was out of action. The main goal was to find the most suitable crude for refinery feedstock, being mindful of meeting downstream feed specifications.
System boundary limitations
The main function of ARDS is to treat atmospheric residue from the CDU prior to being fed to the RFCC. Having this unit out of action would result in a higher contaminant content being fed to the RFCC. In order to provide feedstock to the RFCC, we needed the CDU unit to process sweet crude (ie light crude, containing less sulfur) compared to the sour crude (heavier crude and more sulfur) as per design. The main challenges in finding the alternative crude were the tight specification of RFCC feedstock in terms of contaminant level, and the volume requirement to meet the optimum throughput of the refinery complex.
The Complex Production Planning Department (CPP) is responsible for selecting types of crude for the refinery. Its initial attempts to identify a suitable alternative crude failed, so a risk assessment was conducted to identify a potential relaxation in feed specification to accommodate a variation in crude.
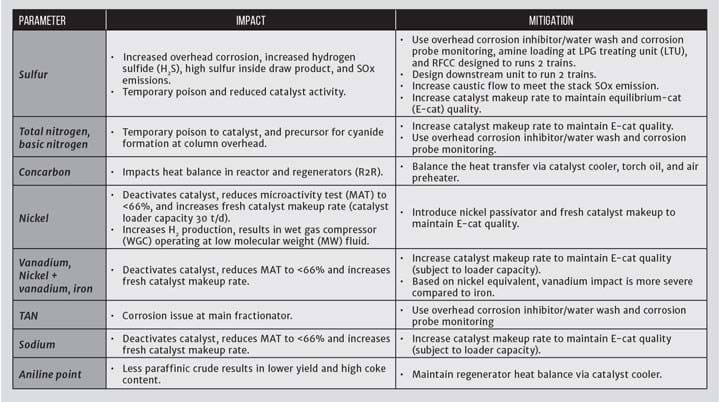
A technical assessment was conducted, in conjunction with the licensor and EPCC contractor, to assess risks and identify mitigations for each issue (see summary in Table 1). The main RFCC feed specification was assessed, focussing on issues such as content of sulfur, nitrogen, concarbon, nickel, vanadium, iron, sodium; total acid number (TAN); and aniline point. We evaluated the impact of increasing the limit of the feed specification and identified the following parameters for the relaxed specification:
- sulfur wt%;
- total nitrogen ppm;
- total acid number (TAN) mgKOH/g; and
- sodium ppm.
Identifying the relaxed specification and new limits were based on previous operating experience by the EPCC contractor and licensor as well as simulations performed in-house by the PRefChem team. The most challenging part of the assessment was that the RFCC unit would have to operate using the alternative feed from its very first day of operation, as the ARDS fire incident occurred just before the RFCC’s initial startup. Thus, the alternative feed selection was crucial to ensuring safe and smooth operation.
Detailed analysis
A few major concerns were highlighted during the risk assessment which required detailed analysis, namely concerns around corrosion, and hydraulic and equipment duty.
Corrosion
A preliminary study for the alternative feed had relaxed the sulfur limits in the RFCC feed specification. This puts the system at risk of increased corrosion, so a thorough sulfur and corrosion study was carried out to evaluate potential impacts on equipment and final product specification.
The data for the corrosion study were based on the simulation result of the alternative feed. The assumptions used during the study were:
- The highest corrosion rate for the group was used to determine the remaining life of the associated components.
- Crack-promoting conditions were as specified in NACE MR0103 (https://bit.ly/2PMRd4I).
- Estimated sulfidation rates are inferred from the McConomy curve (which uses sulfur concentration, temperature and metallurgy to estimate a maximum anticipated corrosion rate).
- Conservative NAC/HTS are estimated from Table 2B, API 581, 2016 (https://bit.ly/30OycVV).
A summary of the corrosion study (which was performed for all associated loops) is shown in Table 2.
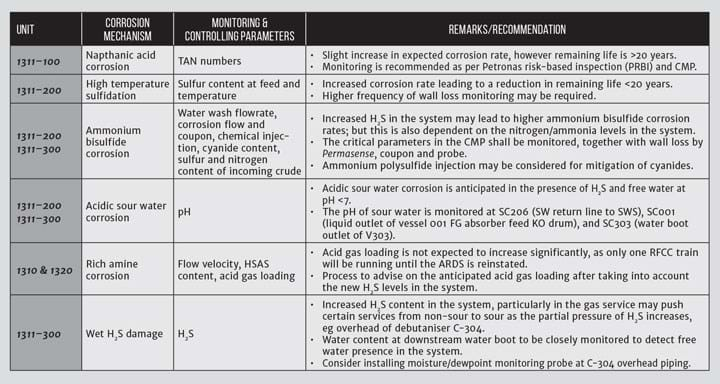
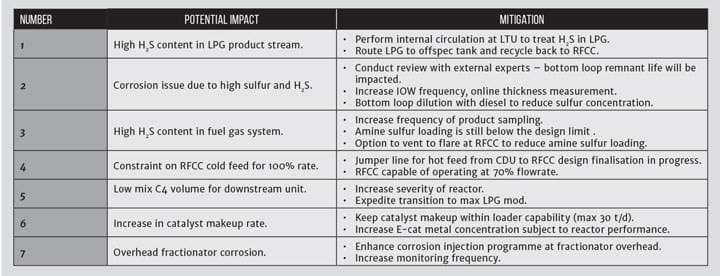
Based on the detailed study and analysis of the alternative feed for RFCC, several potential impacts were identified. The team came up with the mitigation plan shown in Table 3.
Based on the corrosion study, while high-temperature sulfidation was a concern, the necessary mitigation was identified and implemented to minimise the impact.
Hydraulic and equipment duty
A different feed property would directly impact the product yield from the process. Thus, a detailed study simulation on the process unit to identify any potential hydraulic limitation was vital to ensure no constraints on hydraulics while processing an alternative crude.
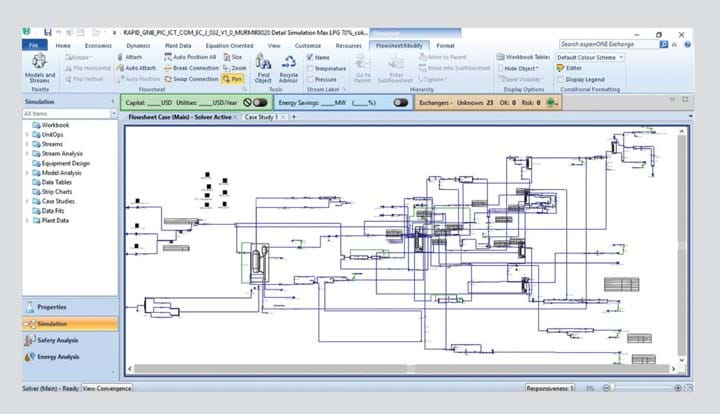
We used Aspen HYSYS software to simulate the RFCC unit operation (see Figure 1). A detailed simulation was developed based on the design data from the design heat and material balance, using design feed. Once the simulation was converged, we inputed the alternative feed specification to identify the impact towards the overall yield pattern. Key features examined in the simulation included:
- Fluidised catalytic cracking - fluid catalytic cracking unit with single or dual riser and either one- or two-stage regenerators.
- Distillation column – a detailed distillation column sub-flowsheet with a condenser and reboiler, supporting side-draws, side-strippers and pump-arounds. All distillation columns in the unit were simulated.
- Rotating equipment – such as compressors, pumps and air-finned cooler. All process rotating equipment was simulated.
- Process heat exchangers
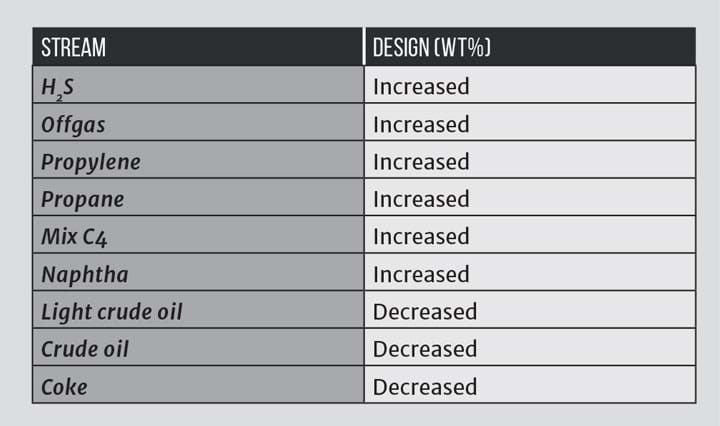
Initially, an overall mass balance comparison identified potential differences in product yield based on the proposed alternative feed (see Table 4). The results showed an overall increase in naphtha and lighter components and a reduction in heavy components. Yields would favour lighter components due to a lighter feed distillation profile and lower feed metal content which results in higher conversion in the reactor.
Hydraulic verifications were performed for major equipment based on the simulated flow against the maximum design flow of the equipment. Major equipment assessed included: main air blower, wet gas compressor, LCO and slurry pump.
Based on the hydraulic assessment, all major equipment was within the design capacity and no issues on hydraulics were observed.
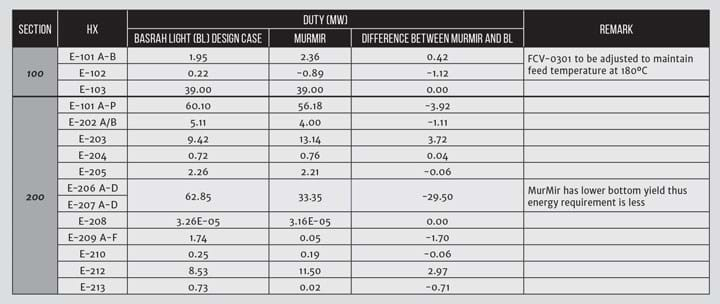
In addition, duty verification was also conducted to evaluate the heat balance of the unit. Based on the verification, all of the heat exchangers’ duties were still within the design range and capable of running the alternative crude feed – Murban-Miri light crudes (MurMir) (see Table 5).
Management of change
Having to process an alternative feed was a major change from the design conditions. To keep it under control, a management of change workflow was initiated to ensure all the associated risk was assessed, and approval from relevant authorities was sought prior to work being carried out. As part of the management of change programme, a broader risk assessment was performed to assess the impact of the changes toward subsequent downstream units and potential issues arising from processing of alternative feed.
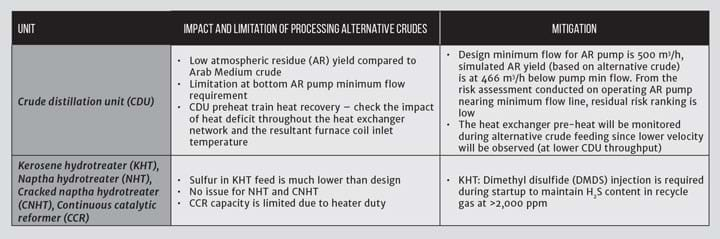
Five main units were identified as subject to direct impact from the alternative feed processing – the crude distillation unit (CDU), the kerosene hydrotreating unit (KHT), the naphtha hydrotreating unit (NHT), the cracked naphtha hydrotreating (CNHT), and the continuous catalytic reformer (CCR). Actions for mitigation were in place to overcome these issues (see Table 6).
Final feed mix
After the thorough assessment and study, we had managed to identify a suitable alternative feed which met the relaxed feed specification, and in November 2019 – seven months after the fire – the unit was successfully started up, producing on-spec products.
In conclusion, a structured and detailed analysis was vital to ensure comprehensive study for major plant changes and adjustment. Collaboration between all stakeholders was compulsory to ensure all the risks associated with the initiatives were identified, assessed and mitigated prior to implementation of the initiatives.
It was a challenge to simulate the unit reaction for a feed which is outside of the design envelope. As the model was not yet calibrated to the actual operating data, cross-verification of the results was required to ensure validity of the results for evaluation and planning purposes. Several case study conditions were performed for the simulation to ensure the worst-case scenario was captured and all main boundaries were identified for safe operations.
As the units were still under the care and custody of the EPCC, the initiatives required mutual agreement from the EPCC and licensor. The alternative feed may have jeopardised the unit condition during acceptance, but prolonging downtime would have resulted in loss of profit opportunity. Thus, a series of discussions was held, and each party provided their own simulation and estimates on the impact of operating the alternative crudes. After a thorough study, a mutual agreement was achieved to proceed with the alternative feed plan.
Teamwork
All eyes were on the colossal RFCC at RAPID as it kicked in and began converting residue into high-value molecules. The facility was blazing new trails, being a first for Petronas and Malaysia – upgrading “bottom of the barrel” fractions into valuable feedstocks and products. It is also one of the largest RFCC plants in the world.
When successful product rundown was achieved on 30 October 2019, the teams at PIC were ecstatic! Apart from breaking new ground, the RFCC was the final major piece to fall into place in RAPID’s startup plan. All main process units in the refinery, cracker and petrochemical plants have now started up, except for the ARDS, which is slated to come onstream in Q4 2020 and operate with original design crude (Basrah Light) or equivalent.
That success had been a long time coming. The RFCC had in fact started up in February 2019 and was heading steadily towards feed-in, when the ARDS fire incident occurred on 12 April. It threw a spanner in the works, since the now out-of-service ARDS lay squarely on the process pathway between the CDU and the RFCC.

With no working unit to desulfurise the atmospheric residue, we had no choice other than to find an alternative route for RFCC startup. And the result of intense brainstorming among RAPID leaders and various specialists led to a creative solution that we like to compare to heart treatments – a ‘diet change’ for the CDU and a ‘bypass’ at the ARDS.
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



