Solids Flow: Prevent the Problem
Eric Maynard and McKinnon Ray explain how to identify and mitigate bulk solids flow risks
WELCOME to the final article of a four-part series on controlling the flow of bulk solids. Previously we discussed some of the difficult bulk solids challenges you could experience as the lead engineer of a unique energy-from-waste (EfW) power station1,2,3. You have analysed the lime’s key material flow properties. As a brilliant engineer, you realised the dry sorbent injection (DSI) system has not received the proper attention it needs from a flowability standpoint. You know that it is absolutely critical that every unit must be designed not only for capacity, but for flowability as well. From the lime tanker bringing in the lime, to the screw conveyors delivering lime to the hydration tanks, every unit must ensure flow. Flowability can look great on the piping and instrumentation diagram (P&ID) but can be severely compromised due to difficult flow properties and poor equipment design. You must consider both, otherwise you risk erratic flow or interruption of flow and potentially a nasty case of bin rash.
You realise that there are two paths forward in dealing with potential flowability problems. One option is to accept that flowability problems will occur, and to deal with problems as they occur in the field. The preferred, and recommended option is to make time to analyse the DSI flowsheet for potential flow interruptions or negative system operational effects and make the necessary mitigating changes to the design. This approach may delay project initiation and increase capital costs, but you realise the value in preventing these costly flow problems, which will lead to increased throughput and lower operational costs. As a brilliant engineer, you decide to proceed with the second option as this avoids engineering “baked-in problems” from the start.

Identify risk
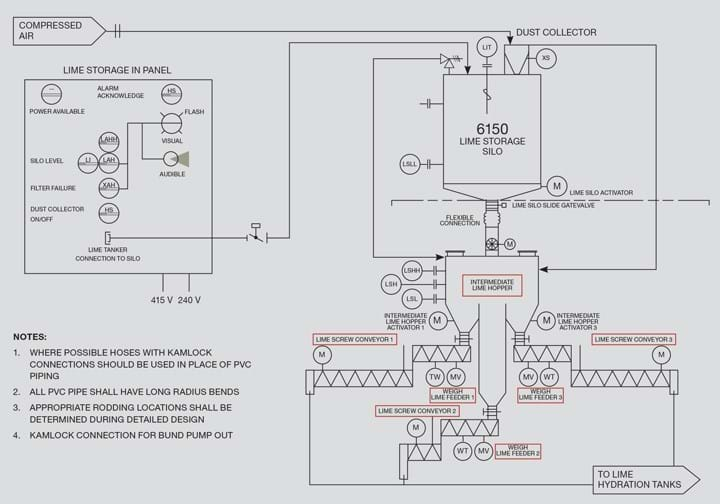
To start identifying risk, you revisit the DSI’s P&ID.
As you may recall from article 3 of this series, you decided that you must design for mass flow to prevent pesky ratholes from developing and to prevent the material from flooding out like a liquid. But there are other problems you must consider as well. How about safety? Even the most brilliant designs can turn catastrophic if safety is not considered. Most of the common flow rate limitation problems are not only process risks, but also safety risks. Lime can be hazardous to both humans (inhalation could cause soft tissue damage) and equipment itself (if not stored properly, lime can lead to corrosion). Your new mass flow hopper design will have to prevent leaks between the connections and prevent dust emissions with this material. Lime is sensitive to moisture pickup (hygroscopicity); thus you will need to consider sealing the bin carefully and avoiding moisture ingress and condensation. For instance, positive pressure pneumatic conveying of the lime from the bulk truck in to the silo will generate warm air, which can hold increased moisture; how will this affect sorption and condensation?
You also realise that if the lime cakes within the bin then you must account for breaking that cake up, safely. How will this caking impact the quality of the lime going to the hydration tanks? Could vapour from the slaker make its way into the bin? Will that impact the slaker’s operation? Converting the bin from funnel flow to mass flow could decrease storage capacity, but have you considered limited “live capacity” versus “true” (full volume) capacity with mass flow? Is the bin able to withstand the difference in loads caused by the difference in flow pattern? You have to also consider the design impacts up and downstream. How do you possibly prioritise all the risks associated within the system?
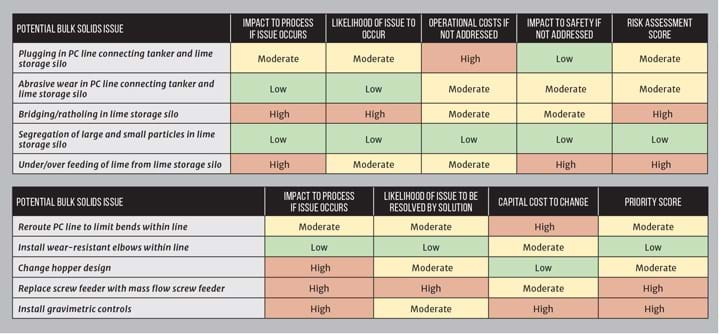
You take a deep breath and realise this is a great time to utilise a failure modes and effects analysis (FMEA). In this analysis, problems and solutions are prioritised based on several factors, such as impact, cost and so on. A FMEA is a great engineering tool to determine which process problems should be prioritised. As a brilliant engineer, you know a typical FMEA lists potential impacts to a process and assigns a priority score based on a variety of factors (ie likelihood to occur, safety impact, costs). Each factor may be given a score (such as low, moderate, and high) based on the severity to the process. These factors are then combined, to create a total risk assessment score. For example, you may develop a bulk solids handling FMEA for the DSI system that looks similar to Figure 3.
To identify the largest bulk solids issue, you now can select issues based off the highest risk assessment score (red/high in our example). You have now successfully identified the high priority problem areas within the DSI process. But you realise you are only halfway there. You still need to solve the high priority problems. You continue through the second half of your FMEA to discover what possible solutions are best for the health of the DSI system.
You are now on your way to identifying potential problems and solutions before experiencing them in the field. Congrats! You are now ready to implement these solutions. There is just one small problem.
Checking the health of the design
It is critical that solutions of individual equipment problems do not become problems for down or upstream equipment. Every area must be critically analysed from a flow perspective to ensure a successful system design. For example, let’s say you have made the decision to change the lime storage bin’s hopper configuration to allow a slotted outlet. You know this is going to help you prevent arching and ratholing in the bin. You now realise that the rotary valve the P&ID calls for will no longer work with the new hopper design. Maybe a screw feeder will do the trick? But how will that screw feeder impact feeding the intermediate lime hopper? You also realise that if a new screw feeder is implemented, it must also be designed to promote mass flow throughout the hopper above.
After successfully identifying functional changes to the design, you now must dive into the detailed engineering. Minor details can often make a huge impact to project success. For example, take the lime storage bin’s hopper modification. If the details of the design are not looked at critically, the hopper outlet and opening to the feeder may not match correctly. This could potentially lead to an upward-facing ledge above the feeder, which would impact the flow pattern.
At this stage of the project, proper attention must be given to the detailed design (the “nuts and bolts” scope). Different groups are often responsible for different phases of a project. The process group may have a viable design that is marginalised by a procurement oversight from ordering equipment based on only price or delivery windows. What about unforeseen layout or construction issues? Have you discussed the layouts and design with the civil group to consider foundations, steel structures, and utilities? A slight change in layout can have significant impacts to multiple sub processes within the system. How about project handoff? Perhaps a different group will handle the construction and commissioning. Often the scope boundaries are locations where “bottlenecks” develop as connecting equipment with chutes or piping do not get properly scrutinised. You realise that you will have to dedicate time following the project from functional design to final startup to ensure successful implementation of the DSI handling system.
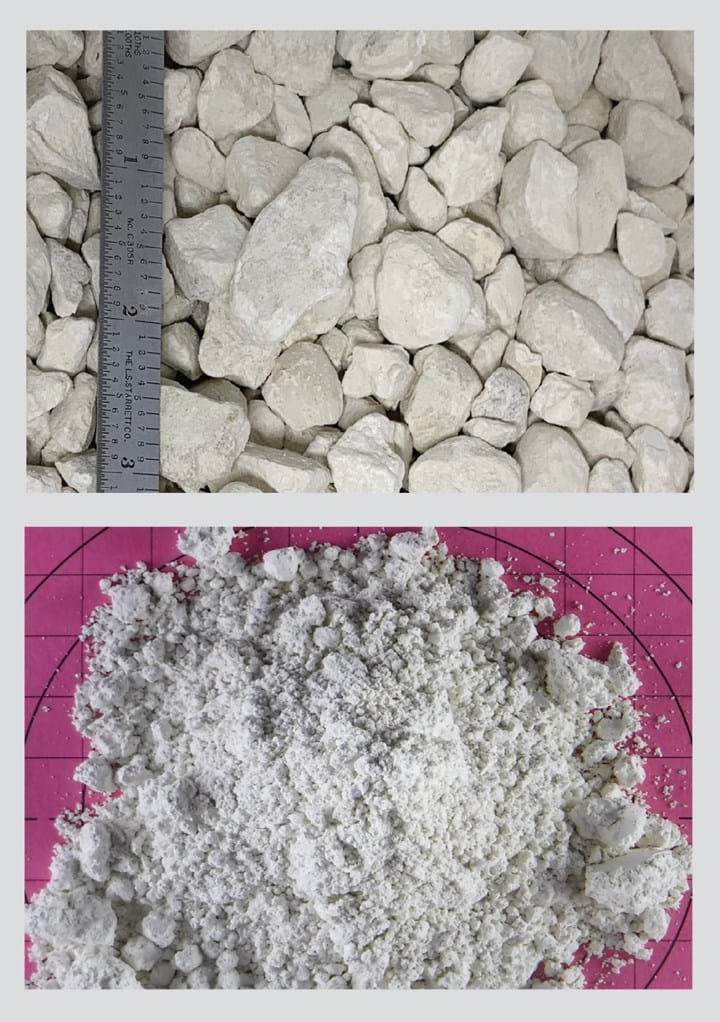
You also know the process can change the material’s flow properties, as well. Pebble lime may start out with an average particle size over 12 mm. However, you also know that the material is prone to some attrition and may very well be a powder after PC transport. An example of this attrition is shown in Figure 5. This change in particle size can have a tremendous impact in flow properties. Flow property testing must encompass all expected handling conditions.
A scientific approach
Bulk solids handling often does not get the attention that it deserves. Often, it is assumed that bulk solids handling equipment is designed to handle any type of material, without a second thought. But as a brilliant engineer, you know that this is not the case. In fact, you have years of data suggesting the exact opposite, that solids handling is often the critical operation to a process success. And there is data to back that assumption. According to a recent study of more than 1,500 new technology projects, new solids handling processes lead to lower planned production capacity than new liquid or gas processes4 (see Figure 6). And this effect is even more pronounced with additional steps! As a brilliant engineer, you know you can avoid this fate with a 4-step plan.
Step 1: Ensure you know the flow properties of the bulk solids you are handling. Just as it is imperative that a doctor runs diagnostic tests before administrating a diagnosis and treatment, you must do the proper research into the material that will be handled. Best of all, you don’t have to wait until your patient gets sick before doing the research. Performing the flow property testing on the front end allows for an engineer to design without the process ever becoming “sick”. This is what separates an average engineer from a brilliant engineer.
Step 2: Evaluate your equipment choices. Every vendor’s brochure can claim its equipment can handle or solve your materials handling needs. You know it is critical to look past the brochures and determine whether the equipment will work for the DSI system. You will need to review performance curves, operational testimonials, and other data to make a sound decision. Let’s take the intermediate lime hopper’s weigh lime screw feeders as an example. Before selecting a screw feeder, you must know minimum and maximum speeds of the screw. How about the power requirements? You notice in one brochure there is a reported maximum capacity of 80 t/h. What bulk density do they assume for this capacity? Are there videos of the screw feeder performing in the field, with pebble lime? Does the design promote uniform withdrawal of material from above?
Step 3: Take account of both material properties and equipment data to design the process. Again, let’s take the weigh lime screw feeders as an example. You know that it is critical to have the flow property data for lime, to determine capacity and operating speeds for the screw. Once capacity and operational details have been determined, you can then analyse the equipment a little more critically. Will the screw be able to withstand the torque acting on it? Is the motor large enough to power the screw? Will the screw operate correctly at your calculated maximum operating speeds? Without the material properties and performance data, answering these questions would be guesswork.
Step 4: Determine effects of step 3. How will this affect upstream and downstream processes? Those screw feeders you analysed in the previous example must interact well with the hoppers above. Do the lengths of the outlet and screw match? Recall, if these screw feeders don’t meter a controlled amount of lime into the lime hydration tanks, disaster could result. Again, it is critical that each piece of equipment is designed to promote flow throughout the process. A brilliant engineer must not be afraid to revisit step 3 if questions arise in step 4.
Conclusions
Bulk solids engineering is often overlooked in system design and often leads to poor results in the field. However, a brilliant engineer will overcome common bulk solids handling problems by correctly identifying the risks at the feasibility study or FEL stages. After identifying risks, a brilliant engineer will then gather material and equipment data to design the system to promote flow throughout the design. With this approach, you can remove the unknowns from bulk solids handling and design.
References
1. Wellwood, G, “Solid States”, The Chemical Engineer, Issue 945, March 2020.
4. Nikolopoulos, A, Driving Success in Innovative Technology Projects, Independent Project Analysis, October 2020, https://bit.ly/39Csbio
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



