Solid States

You may not be able to control the world, but you can control the flow of your bulk solids, says Grant Wellwood
CHEMICAL engineering is a very broad church, yet no matter how or where our expertise is deployed, we are always interested in predictability, stability and meeting our (technical and/or business) performance targets within normal variation, in other words achieving control.
If your business is transforming materials, there is one element that always needs to be controlled, and that is flowrate. However, attaining control in value chain featuring bulk solids can be a real challenge, as bulk solids are complex and do not flow like liquids. They comprise a myriad of individual particles that once aggregated take on collective characteristics that are usually not manifested in, nor easily predicted from the individual particles themselves.
In such operations, both product quality and revenue are directly proportional to flow, and physical plant changes post-installation to correct design mistakes are complicated, expensive, disruptive, and nearly always a compromise. So if you can only get one thing right in your process design, make sure it is the ability to control the flow of your bulk solid stream(s).
If your role is development orientated and bulk solids are involved (even peripherally), how do you design for flow? If your focus is improving the performance of an existing value chain, how do you go about improving control of your flows? What are your options? What do you need to be aware of?
If your business is transforming materials, there is one element that always needs to be controlled, and that is flowrate. However, attaining control in value chain featuring bulk solids can be a real challenge
While these should be mandatory questions, we are usually too focussed elsewhere and we just want the bulk solid flow issue to go away so we can do what we are trained for – to maximise the value add to our materials at peak efficiency.
The best way to explore the topic of control in relation to bulk solids is through a worked example, and in this first article we set up a typical scenario (based on real data) and flag some of the challenges involved. In subsequent instalments, we will work through them in the manner of a consulting assignment to provide practical and material advice that can be applied immediately or drawn upon in the future.
Welcome to your nightmare!
Imagine for a moment, you are the lead process engineer within a crack multidisciplinary owner’s team assembled to deliver a world-class energy-from-waste (EfW) power station. The project has just been authorised (FEL-3 final investment decision) for detailed design and delivery, and excitement is high. As usual, time is of the essence and some of the long lead-time items have already been ordered on the strength of the study phase piping and instrumentation diagram (P&ID). This mega-project comes to you ‘over the wall’ in the form of a compelling feasibility study (FS) and associated costing, the product of years of work by a now disbanded study team. The main focus of the study phase was the EfW conversion, which is unique in terms of the range of fuels it can accept. It is novel and was perceived as the high-risk item, and it seems the team has done a great job on de-risking it by drawing on experts in the field.
An unavoidable consequence of the EfW transformation step is the generation of acid gases that need to be removed prior to exhaust. The plant is to be located close to an urban centre and approval was contingent on meeting strict emission targets. To address this stipulation, the study team’s go-forward design includes a dry sorbent injection (DSI) sub-system. While you don’t know the details yet, you know that its efficacy and ability to keep the plant within its environmental limits will depend on the controlled flow of sorbent, which in this case is lime.
Aware of the challenges of getting bulk solids and especially powders to flow (see issue 942/3), you quickly find the P&ID within the FS in the hope that this sub-system has been designed for flow so that you can relax and focus on detailing the core transformational steps for which you have been trained.
The function of the DSI sub-system is to interface with the bulk supply (dry bulk tanker) of lime and buffer the large batch deliveries with the continuous requirements of the operation. Overdosing the hydrated lime into the exhaust gas stream is expensive and can also damage and impair the performance of the sophisticated gas-cleaning equipment downstream. In addition, overdosing the hydrator (slaker) unit upstream of the injection point can cause it to boil over, with OHS and system availability impacts.
Conversely, underdosing leads to emission excursions that incur penalties and threaten the entire operation’s social licence to operate. So, while this is only a lowly peripheral sub-system, overall project success actually depends heavily on its ability to meter lime in a controlled manner at a rate close to the effective stoichiometric demands of the acid gas evolved at any point in time. While this depiction is for acid gas control, metering of dry reagents and/or controlling their presentation to a transformation step (unit operation), is a common function so insert your own story details here.
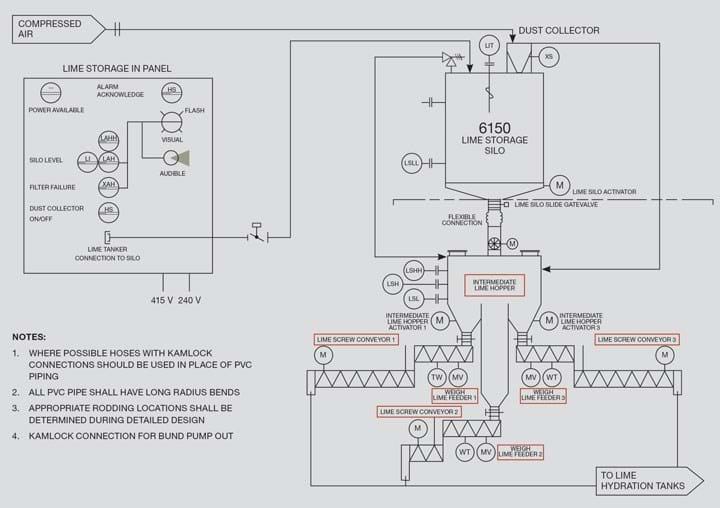
The P&ID of this critical sub-system (see Figure 1) shows plenty of detail suggesting completeness, but the redundant metering lines and Note 3 for the detailing engineer (you) to add “rodding points” to the bin make you uneasy (planning for flow failure already?). The cautionary words of your first engineering mentor “everything looks awesome on a P&ID and there’s never a failure on paper” spring to mind, and now the delivery baton is in your hands.
A little uneasy, you then turn to the FS’ basis of design (BoD) looking for comfort, but all you can see in relation to the flow properties of the reagent is a four-point sieve analysis and an unqualified bulk density value, which are both referenced to a generic online source. No sorbent-specific flow properties, let alone sorbent properties matched to the proposed sliding surfaces. No lime flow rates in the mass balance, let alone an operating window - just a single operating point.
The final confirmation of danger comes when you frantically get to the risk register in the FS’ appendix. It is focussed almost exclusively on financial inputs and the EfW transformation step, and is totally silent on the issue of the performance of the DSI sub-system. Looks like you have unearthed a potentially fatal problem that needs immediate attention, but who is responsible for correcting it, and what can they do?
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



