Practical Process Control Part 10: Designing Level Controllers on a Distillation Column
Myke King continues his detailed series on process control, seeking to inspire chemical engineers to exploit untapped opportunities for improvement
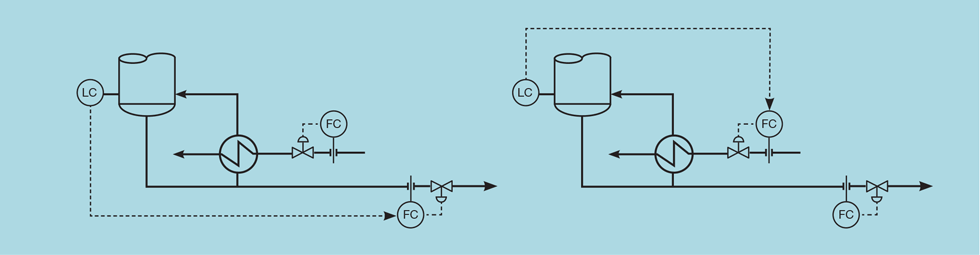
THERE are multiple level control strategies that can be applied to distillation columns. To illustrate these, we will work with a simple column producing two products – distillate and bottoms. We have a number of potential manipulated variables that can be used for control. Figure 1 shows that we can control reflux drum level using either the reflux flow or the distillate rate. Similarly, Figure 2 shows controlling column level with either reboiler duty or bottoms flow. In addition, on some columns we may have the option to manipulate the feed flow to control column level.

Maintaining the mass balance
The first objective of any control design is that it must ensure mass balance. Whatever enters the column as feed, must leave as product. If we move away from mass balance, then the inventory inside the process will change. Our level indicators are measures of inventory; by keeping them at setpoint we maintain the mass balance.
With two variables available for drum level control, and two for the column, there are four possible combinations. The first we consider is using reflux and reboil to control levels. This potentially violates the requirement to maintain the mass balance. It leaves both products under flow control. Neither will change if there is, for example, an increase in the column feed rate. On rising column level, the controller will increase the reboiler duty; the pressure controller will then increase condenser duty and the drum level controller will increase reflux. This will cause the column level to rise, requiring further correction. Both reboil and reflux will ramp up until some limit is reached – probably ultimately a plant trip.
Of course, if we can manipulate feed rate, then the column level controller can instead adjust this. Adopting such an approach is often justified by process designers when both column products are routed directly to downstream processes, and we wish to maintain a constant feed rate to each. This, in fact, would not be achieved. While we can now adjust reboiler to ensure one of the products is at specification, to get both products on grade we would need to adjust at least one of the product flows.
The less desirable material balance scheme
The next possibility is that we control drum level using the distillate flow and the column level using the bottoms flow. For reasons apparently long since forgotten, this is known as the energy balance scheme. It is the most common choice of scheme. The two remaining schemes are both known as the material balance scheme.
Let us first deal with the version that uses reboiler duty to control column level (and distillate flow to control drum level). This is the least desirable, as it presents two controller tuning problems. The first, known as inverse response, is when the controlled variable (in this case, the level) initially changes in the direction opposite to what we expect. Increasing the reboiler duty causes more vaporisation in the reboiler and hence more vapour bubbles. These displace liquid into the column and cause the level to increase. The controller will then aggravate the situation by further increasing the reboiler duty. The level will eventually start to fall, as expected, when more liquid is boiled off. But, unless tuned to operate exceptionally slowly, the level controller will become unstable. It is unlikely that tight level control is achievable. The other issue is the lag produced by the reboiler; any deviation from the level setpoint can only be corrected slowly. This restricts how quickly we can correct an off-spec product. For example, to change the bottoms composition, we would adjust the bottoms flow. This has no effect on the composition; it merely changes the column level. It is the level controller that now (slowly) adjusts the reboiler and hence the composition. While the overhead composition controller can manipulate reflux, it too must act slowly so as to not change the column level more quickly than its controller can handle. So, we restrict the use of this version of the material balance scheme to when we have little choice – when the bottoms flow is a small fraction of the feed. Under these circumstances we could not maintain control of the column level by manipulating such a small flow.

The better material balance scheme
The other version of the material balance scheme has drum level manipulating reflux (and the column level manipulating bottoms). Drum level control is equally effective by manipulating either reflux or distillate. Changing from one to the other does not introduce a lag like the one caused by the reboiler. But we rely on the drum level controller to correct off-spec production. To do so we would adjust the distillate flow, which disturbs the drum level and is then corrected by changing the reflux flow. It does mean that we have to install tight, rather than averaging, level control. However, it also means that automatic control of distillate composition, say with a tray temperature controller, must be disabled if the level control is switched to manual. One way of removing this limitation is to adopt the modification shown in Figure 3. The temperature controller manipulates the distillate flow but also makes an equal and opposite change to the reflux flow. In theory, if both flow meters are accurate, the drum level will not change – meaning that it can operate in manual. It is likely to require the occasional manual intervention when the level drifts off target because of a minor flow metering error. The scheme incorporates a bias algorithm (B). This simply adds its two inputs; to make it subtract we multiply the appropriate input by -1.

Energy versus material balance scheme
So, our usual choice is to select either reflux or distillate flow to control drum level. If there is a large difference between these flows, we choose the larger. It is unlikely that the smaller flow would have the operating range to handle a major disturbance. Therefore, columns with a large reflux ratio will usually have the material balance scheme. We are free to install averaging level control if we choose the energy balance scheme. If the distillate product is routed directly to another column or some other process, then this would take advantage of the surge capacity of the reflux drum and smooth out disturbances to the downstream unit. In principle, if the bottoms product is routed to another process, we can also tune the column level controller to be averaging. However, the working volume at the base of the column is usually too small to offer much surge capacity. And, in some cases, some column designs dictate tight control.

Ryskamp scheme
If neither scheme has a clear advantage, there are a range of hybrid schemes. The most popular is the Ryskamp scheme which maintains a constant reflux ratio. Several versions of the scheme are possible, with Figure 4 showing one of the simplest. Instead of the drum level controller manipulating only the distillate flow, it also changes the reflux flow in proportion. This proportion is set by the operator as a target reflux-to-distillate ratio (R/D). The scheme relies on a ratio algorithm (R). This multiplies its two inputs – the distillate flow by the target ratio, to give the reflux flow setpoint.

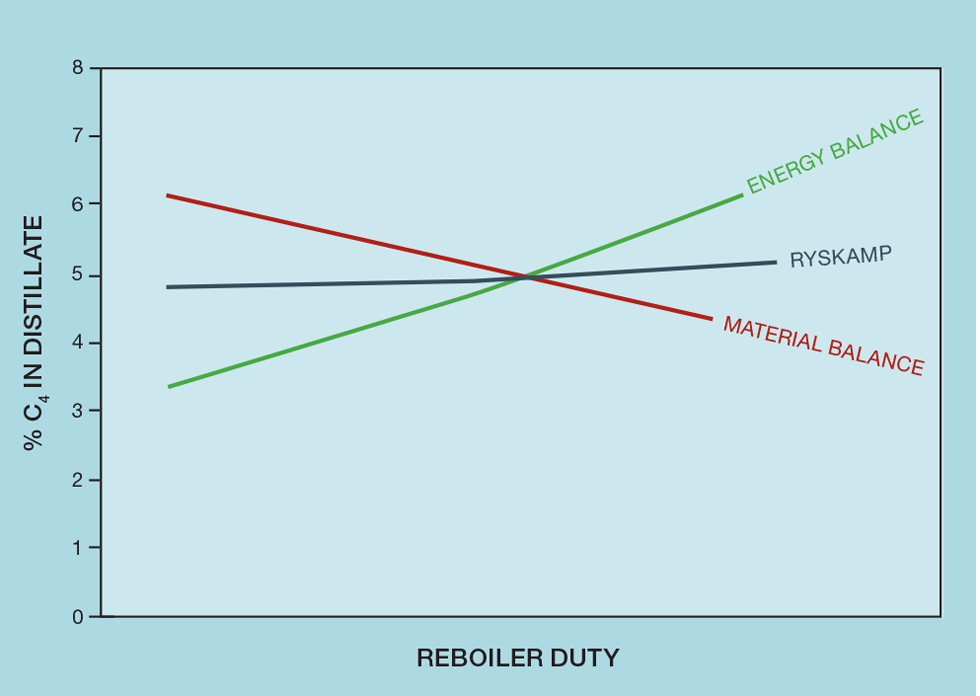
To understand the advantage of this scheme, imagine that our column is separating propane and butane, and the specifications allow a maximum of 5% C4 in propane and a maximum of 5% C3 in butane. The composition of the butane will be controlled by manipulating the reboiler duty. Imagine that the propane is on-spec, but the butane is not. To correct this, we increase the reboiler duty. This drives more vapour up the column and the pressure controller ensures this is condensed. If we have the energy balance scheme in place, the drum level controller increases the overheads flow. We will have driven more C4 up the column and put the propane off-spec. We correct this by increasing reflux; but this sends C3 material down the column and affects the butane composition, requiring further correction. It is this interactive nature of distillation that presents a challenge in controlling both product compositions. Now consider what would happen with the material balance scheme in place. This fixes the distillate flow which, if the feed rate is fixed, also fixes the bottoms flow. Now, when we increase the reboiler duty, we increase separation and both products become purer. So, the material balance scheme shows the same interaction, but in the opposite direction.
Figure 5 shows the impact of the Ryskamp scheme. Because it changes both reflux and distillate flows, the response to changes in reboiler duty lies between that for the other schemes. The propane composition is now virtually unaffected by the action taken to correct off-spec butane. This greatly simplifies control design.
A potential disadvantage of the Ryskamp scheme is that the drum level controller has to be tightly tuned. Just like the material balance scheme, we want the reflux to change quickly. Of course, this means that the distillate flow will change as quickly – potentially disturbing any downstream process. We can overcome this by installing averaging level control and taking into account any change in the volume of liquid in the drum. In TCE 987, we showed how to derive the working volume of the vessel (V). Multiplying the rate of change of level (in % of range) by this value, we obtain the rate of change of volume. We replace the simple reflux ratio algorithm with

The Ryskamp scheme breaks the interaction in only one direction. Should we wish to correct off-spec distillate, we would adjust the target R/D. This will still affect the bottoms composition. However, dual composition control is considerably easier than if there is two-way interaction. Known as poor man’s decoupling, we tune the distillate composition controller to be significantly slower than the bottoms controller. Or, more commonly, we would implement model predictive control to handle such interaction.
Next issue
Our next article will apply a simple feedforward strategy to steam drum level control. Conventional level control can have difficulty dealing with phenomena such as shrink/swell and inverse response. We will explain what these are and show how three-element level control can offer a solution.
The topics featured in this series are covered in greater detail in Myke King's book, Process Control – A Practical Approach, published by Wiley in 2016.
This is the tenth in a series that provides practical process control advice on how to bolster your processes. To read more, visit the series hub at https://www.thechemicalengineer.com/tags/practical-process-control/
Disclaimer: This article is provided for guidance alone. Expert engineering advice should be sought before application.
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



