Packing a Punch
David Smith discusses the importance of product packing and filling for formulated dry products
DRY formulated products span a vast spectrum from instant soups to cold remedies. The spend allocated globally to R&D and process development for the upgrade of current products and new ones amounts to billions. However, during my 30+ years of working in this area, I have seen very little effort devoted to understanding and validating the process of putting the new products into their often newly-designed packaging.
Is this a problem? Yes! Consider just one important aspect of packing-line operation: “give away” or “over pack” – ie the amount by which the weight of the product sold exceeds the marked weight on the pack. In this area alone, as an example, a typical factory producing dry (powdered) cleaning products can easily “give away” up to 5% of product with a likely seven-figure annual value.
DJS Process Consulting is working with clients to improve their packing operations. Typical packing operations in a plant producing formulated consumer products often accounts for at least 50% of the factory area and often higher capital investment compared to the bulk product processing. Applying the same unit ops thinking to packing processes can yield significant operational cost savings and improved product quality. A win for the consumer and producer.
Unit ops thinking applied to packing
Filling formulated products into their final consumer package is a process consisting of a number of unit operations. However, industrially it is rarely given anything like the same degree of scrutiny as the processing steps involved in making the bulk product. Consider as an example, the production of sachets of powdered instant soup. Following the bulk product production there are four critical unit operations in a packing line before the product is safely sealed into the final consumer package (see Figure 1).
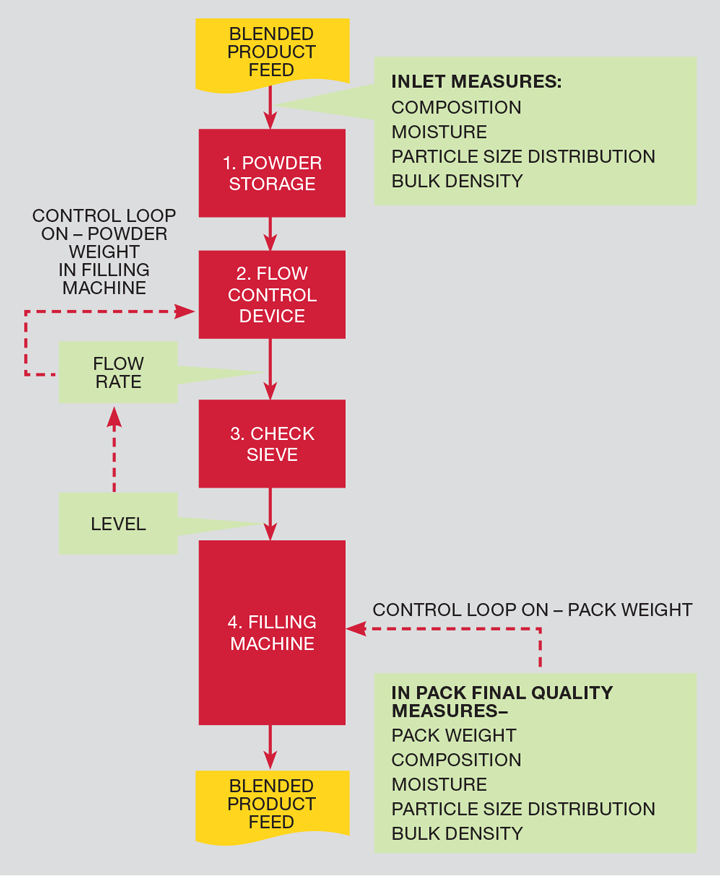
Subsequent packing line operations such as secondary packing and palletisation will not be discussed in this article since they should have minimal-to-zero impact on the product itself.
1. Powder storage – there is normally some form of buffer between bulk production and packing. For large volume products this may be bulk silos, for smaller higher value products it may be fabric bulk bags or intermediate metal totes.
2. Flow control device – good practice dictates the inclusion of a check screener before the final filling or dosing machine to ensure that foreign bodies and large lumps can’t get into the final pack. Screeners require a regulated feed to ensure that the mesh is not overloaded or flooded. The flow control device may be a rotary valve, short screw feeder or a vibratory feeder.
3. Check screener – common practice, due to the relatively low tonnage rate of most packing lines, is to use circular vibratory check screens.
4. Filling machine – the majority of packing lines for FMCG deploy volumetric fillers due to their simplicity and speed. The most common type is a vertical auger filler. As technology improves, gravimetric fillers are becoming more common, although the incremental filling accuracy gain is unlikely to be more than 25% compared to a well set-up volumetric auger filler linked to a check weigher with feedback control.
Significant effort will be put into the design of the bulk product production which will likely involve familiar unit operations such as raw material feeding and mixing, slurry production and spray drying. The bulk product will be produced according to strict quality control covering:
1. Composition – critical to product performance and consumer satisfaction (a good soup!) and also cost, by avoiding over addition of expensive ingredients.
2. Moisture content – key for storage stability and product handleability in downstream operations.
3. Particle size distribution – product aesthetics and possible impact on product behaviour such as rate of dissolution in final use.
4. Bulk density – very important to ensure that the final pack looks full (since normally sold by weight).
These four measures will apply equally to each and every pack coming off the packing line. Consider that the final pack may be around 100 g and that a single “flavour” batch for packing is likely in excess of 1 t. That is 10,000 packs per ton. Any product quality control regime applied to the final pack is clearly destructive (the pack has to be opened!) and therefore typical sampling rates will be fractions of a percent. It is generally assumed that if the quality of the bulk product is strictly controlled (eg gravimetric feeders etc), then what can go wrong in packing? Surely it’s not hard to put powders into packs?

Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



