Distillation Improvement Opportunities Part 5: Optimisation and Control – An Industrial View
Doug White reviews the control and optimisation issues affecting typical existing distillation columns in an industrial setting
EVERY industry has the twin challenges of simultaneously reducing their greenhouse gas (GHG) emissions and their costs of production. The oil refining and chemical industry are significant contributors to worldwide industrial emissions. In these industries, associated scope 1 and 2 carbon dioxide emissions are roughly proportional to the site’s direct or indirect fossil fuel combustion.
Distillation operations are responsible for at least 40% of this energy usage in the refining and continuous chemical processing.1 Hence, efficient, and effective performance of this unit operation is a requirement for achieving energy reductions with both the associated GHG emissions reductions and the resultant financial savings. Yet, in the author’s experience, many, if not most, industrial columns commonly operate with excessive energy use.
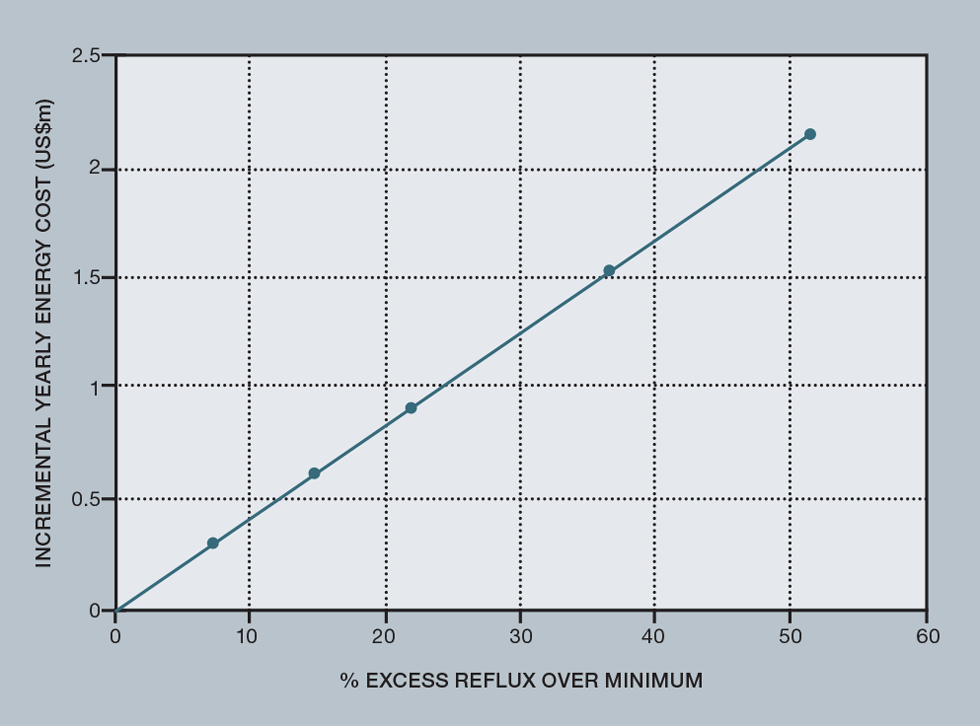
As an example, Figure 1 shows the financial impact of excess reflux on a 20,000 bbl/d debutanizer, a common column in industry, with a steam cost of $15 per GJ (details in appendix). The abscissa units are the percent excess reflux over the minimum amount required to meet the concentration specifications at both ends of the column. The ordinate units are the additional cost of reboiler energy over the cost associated with the minimum reflux and are substantial. The associated incremental greenhouse gas emissions will be proportional to the energy cost increase. Note that energy prices are quite variable and current prices are substantially higher than the values quoted in this paper with the benefits proportionally higher. GHG reduction credits vary by country and are also additive to the energy cost reductions calculated.
Distillation2,3 remains by far the single most widely used separation unit operation in the process industries and is particularly useful for high purity separations. Industrial scale distillation columns come in a wide variety of configurations with column diameters as narrow as a few centimetres and as wide as 15 m and heights as short as a metre and as tall as 110 m. The internal separation stages can be trays or packing or both, with many different designs and materials in common use. The separation sequence can involve only one column or, in the extreme, several dozen operating in series. New developments in distillation such as divided wall columns (see TCE, 984, pp 23–29) and other advances continue.
We are exposed daily to the continuing evolution in computing and communication capabilities through smart phones and other devices. This evolution has had equally significant impacts on the instrumentation and automation opportunities for process plants, and in particular distillation control. These impacts include:
- Real time measurements/sensors: Many measurements and analyses that were previously only executed in a laboratory have now migrated to field-installable real-time instruments. Other measurements that required penetration into a vessel or pipe for installation such as thermocouples and corrosion measurements can now be performed non-intrusively without such penetration. Addition of basic computing capabilities to the measurement device or transmitter now allows self-diagnostics to be performed and broadcast that will identify when a sensor has lost calibration or failed. In addition, basic statistical measures can be executed locally at high frequency which supports advanced diagnostics. Battery-powered transmitters permit installation of these measurements in locations without power availability
- Communication: Previously, measurements had to be hard-wired back to the control system for display, archiving, and control action. Wireless communication developments now allow many measurements to be connected wirelessly in process plants with full security and equivalent reliability to wired connections. This is of special value in existing plants. Many distillation columns have existing thermowells and pressure taps that were not wired for continuous measurements during initial installations. New battery-powered measurements can be added and connected wirelessly with installations completed in a few days rather than the weeks or months required previously for wired additions
- Analytics/control functionality: With the dramatic increase in computing capabilities available in a modern industrial control system, there are few real computational limits on the types of calculations that can be used for distillation control and optimisation
- Dynamic simulation: Accurate dynamic simulation of distillation columns previously required specialised expertise and software, and a significant expenditure of person-hours. As a result, its use was limited. With the ongoing evolution of software packages and available computing power, it has become much easier and cheaper to implement and can be expected to be even more common in the future as a first step in a control system design
- User interface: It is common to see field operators and maintenance personnel walking around the plant with tablets that are wirelessly connected to plant systems, displaying real-time updated information on plant and equipment conditions. Similarly, real-time read-only connectivity is available for smart phones, meaning that distillation plant data can be viewed anywhere there is a carrier or internet connectivity
Control Structure
Distillation columns controls and optimisation must operate within the overall framework of the plant production controls. Figure 2 represents a typical production control and management system hierarchy in a major process plant.
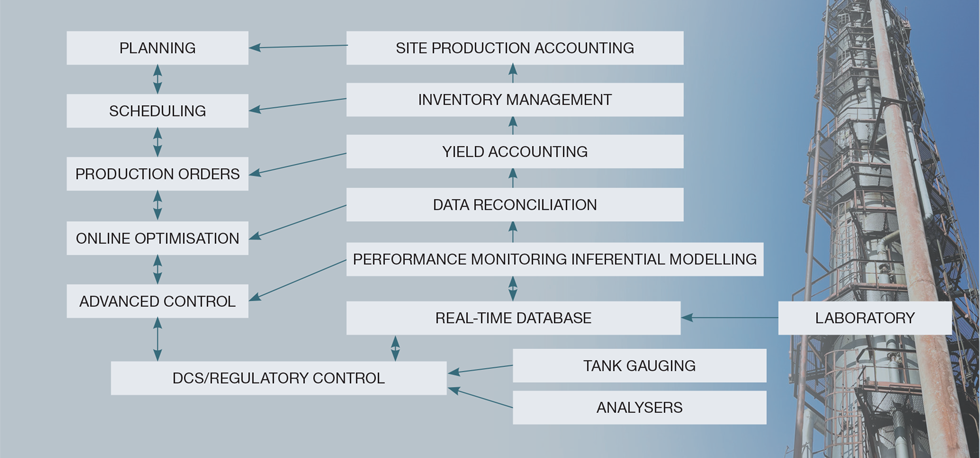
At each level, the time horizon is different. Planning systems provide coordination over a “long” timescale of weeks or months (or even years) and focus on long-term feedstock availability, product demand and expected outages. Scheduling systems define the specific activities to be performed over a timescale of days to weeks regarding planned feedstock receipts and scheduled product shipments set by the planning system. Production orders typically address targets and activities for the next day or several days for the process units and storage areas to meet the actual scheduled production targets and product shipments. Online optimisation and process control systems address real-time execution over time horizons of seconds to minutes to respond to disturbances, avoid violations of constraints and maintain equipment at or near its targets.
In an industrial setting, control objectives generally consist of a hierarchy as shown in Table 1 and it is important that the overall control system for unit operations be able to smoothly deal with the different modes and the transition between them. The overall control system for a column includes all these components.
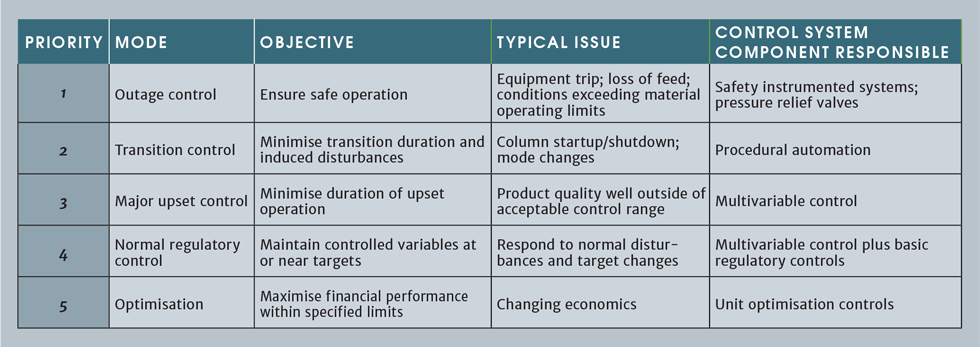
The highest priority is always to maintain safe operation. This is ultimately the responsibility of the safety system which shuts the column down under emergency conditions with pressure relief valves providing backup overpressure response. Next is transition control, focused primarily on unit startup and shutdown. In the past this was primarily a manual operation but with modern developments in procedural automation it is now routinely performed directly by the control system. If there is a major upset to the unit causing a controlled variable, such as a product quality to significantly deviate beyond acceptable limits, then the control system is expected to take strong action to bring it back to a normal control range. Normal control is responsible for maintaining controlled variables near their targets without violating constraints in operation and maintaining stable operation.
This article will initially review the regulatory control aspects of distillation control, then summarise their advanced control and finally consider their optimisation. Each of these subjects requires much more than a single article to cover completely so I will provide only an overview with an emphasis on industrial practice.

Regulatory Control
Figure 3 shows a simple two-product distillation column with typical measurements.
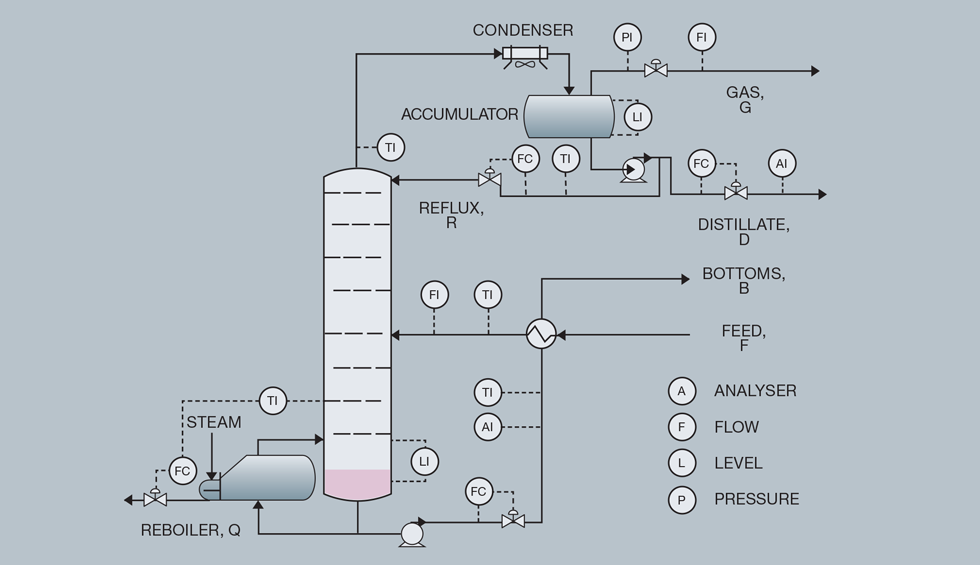
The objective of regulatory control is to provide stable operation of the column through compensation for disturbances and smooth transition to new conditions when controller setpoints are changed.
When designing and specifying a new column, an initial question is how to set the basic regulatory controls. One of the sources of confusion with distillation control is that the answer depends strongly on the relative flows of the streams. There must be enough range of flows of the manipulated variable stream to be able to respond to typical disturbances. Consider the bottoms level control. The normal desired manipulated variable is the bottoms flow. However, if the B/F flow ratio is low then this will not work, and it may be necessary to use the reboiler heat input as the manipulated variable. Similarly, the distillate flow would be the normal desired manipulated variable for the overhead receiver level. However, if the D/R flow ratio is low this would likely give inadequate control of the level and the reflux flow would have to be used. If there is sufficient non-condensed material flow from the accumulator, then the flow of gas is the desired manipulated variable for column pressure. If not, then it is usually necessary to be able to regulate the amount of overhead cooling via a bypass around the overhead condenser or direct manipulation of the cooling material flow (Béla Lipták4 presents a compendium of distillation regulatory control designs for various level and pressure designs in his ebook Distillation Control & Optimization). For the discussion following, it is assumed that level controls will be via the bottoms and distillate product rates. As a side note, when commissioning a new column or troubleshooting an existing one, tuning of the level and pressure controls is commonly the first step towards improving operation.
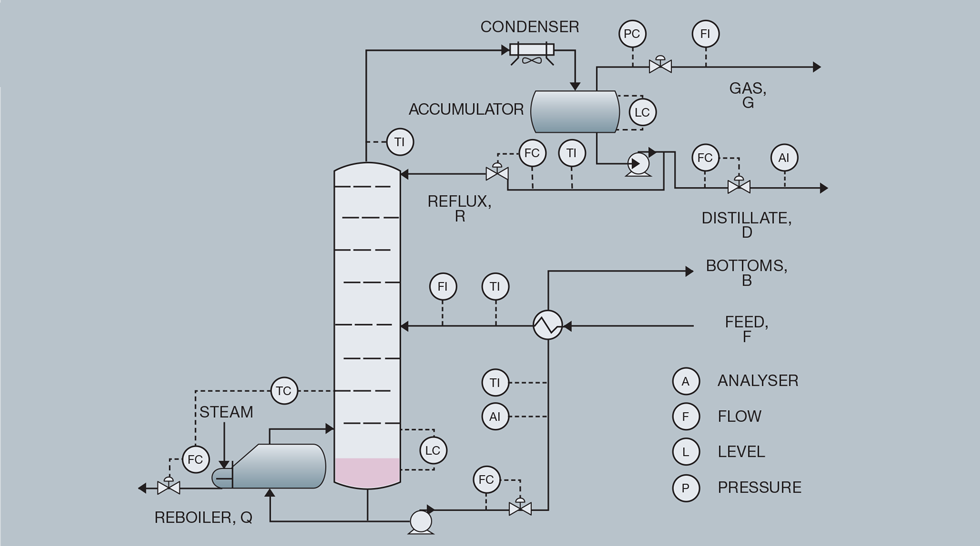
Next is the composition control. For multicomponent separation it is useful to distinguish between the light key and the heavy key components. If all components in the feed are arranged in order of their boiling points the light key is the lowest boiling component present in the bottom product in a significant amount. Components with boiling points lower than the light key are expected to primarily exit the column in the distillate. Similarly, the heavy key is the highest boiling component present in the distillate in a significant amount. For example, with a common debutanizer column, n-butane is the light key and iso-pentane or n-pentane is the heavy key. Specifications for the column are on the maximum amount of n-butane and lighter components allowed to be present in an on-spec bottom product and on the maximum amount of iso-pentane and heavier components allowed in an on-spec distillate.
The manipulated variables remaining to control the compositions are the heat input from the reboiler and the reflux rate. Adding a tray temperature controller manipulating one of these variables – often the reboiler heat input – to the column is desirable. This temperature controller serves multiple purposes. In ideal circumstances it is a surrogate for one of the key components. The temperature controller PID also typically executes at a frequency of between one and five seconds which allows detection and response to higher frequency disturbances that are not handled by slower, advanced control executions.
Selecting the specific tray temperature for control has been governed by heuristics in the past. For many columns you can characterise one of the products minimum or maximum purity specifications as the “hard target” which has a very high penalty for violation, perhaps causing a product to go off-specification or a reactor catalyst to deactivate. In the case that the other product has a significantly lower penalty, it is called the “soft target”. Generally, the tray for temperature control should be chosen in the section of the column above or below the feed tray corresponding to the hard target as opposed to the top or bottom tray and on a tray that has a significant gain between the change in tray temperature and change in composition. However, with the advances in computing and automation it is now possible to rigorously model most columns and their dynamics, try different trays in the simulation and choose the best one for measurement when designing the column. In addition, it is now cost effective to add actual measurements at multiple trays on an existing column with unused thermowells and to use all of the tray temperatures to monitor column performance. Note that this does not mean implementing two temperature controllers on opposite ends of the column. While this may work in a simulation, it seldom, if ever, works in practice with actual plant disturbances. For high-purity columns, single tray temperature controllers are often less reliable composition predictors but are still useful for disturbance rejection. Note that if the pressure on the column is changing significantly, the temperature corresponding to the desired composition will change.
Henry Kister’s book, Distillation Operation,5 has a number of useful suggestions on regulatory design for various types of columns.
Soft Sensors
One question is, why use temperature predictors of composition in place of real-time online direct measurement of the composition? Gas chromatographs are by far the most common distillation column product quality analysers but they suffer from some significant issues. The overall measurement delay, including the sampling system and the analytical update, is typically of the order of ten minutes and sometimes much more. This imposes severe limitations on the achievable control performance. In addition, the investment cost for the analyser, sampling system and, if required, an analyser shelter, is relatively high, as are the ongoing maintenance costs. Periodic calibration of the analyser is required with the analyser offline and with required maintenance it is common for an analyser to have availability below 90%.
To overcome the problem with analyser dynamics, it is common to use an estimator of the composition based upon measured column temperatures and pressure and use this estimator to control the reboiler in a PID control with the online analyser updating the estimator model. The composition estimator is often called a soft sensor. The model – Â(i) – for the current composition at time i becomes:
Â(i) = f(T(i),P(i)) + B(i)) Eq.1
where f(T(i),P(i)) is the model relationship and B(i) is the bias term calculated from the physical analyser result. Popular forms of the function f(T(i),P(i)) include simple linear relationships and a variety of other correlating equations. The logarithm transformation may be used in the relationship because it can help to linearise the controller gain over the operating region, particularly for high purity columns. Multiple temperatures may also be used if they significantly improve the correlation. The bias term is usually calculated from the steady state equation:
B(i) = (A(i) - f(T(i-td),P(i-td))) Eq.2
where td is the delay time between the process data readings at the time of initial sample withdrawal from the column to the analyser and the actual analyser result A(i). Note, this includes both the sample transport delay to the analyser and the time for an analysis to be executed. It is also necessary to include this delay term when the initial correlation is developed. It is common to filter the bias term update and to validate the input data to make sure it is within the range of the data used to develop the correlation and that the analyser is updating correctly. The diagnostics available with modern transmitters help to quickly identify if there is an issue with a particular sensor reading. One more recent advance is that the correlation calculation can be implemented directly in the controller of a modern distributed control system (DCS), with the associated increase in execution frequency and reliability. Process control consultant Mark Darby provides more in-depth information on the use of soft sensors and some of the practical issues involved in implementation in his paper, Improved Distillation Composition Control.6 This same approach can be used with analyses periodically updated from laboratory measurements if the time of sampling is recorded and historical data is available to time reconcile the resulting analysis with the process measurements at the time of sampling.
Multivariable Predictive Control (MPC)
While the controls and soft sensors discussed above provide basic control, focus should be given to how the control system:
- enforces constraints on the potential operating envelope of the column
- improves control performance with feedforward action
- compensates for undesirable interactions between the controls
- handles control of columns with complex dynamics
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



