Distillation Improvement Opportunities Part 3: Improvements Through the Use of Novel Mass Transfer Internals
The push for fewer emissions and greater profitability are driving the development of more efficient distillation column internals. Izak Nieuwoudt, Neil Sandford, and Pat Quotson look at the opportunities for process engineers
DISTILLATION is still the workhorse for the large-scale separation of chemical compounds. Exergy analyses1 have shown that the thermodynamic efficiency of distillation is low, which leads to high energy consumption per ton of product. As the industry works towards processes with lower energy intensity to produce molecules that will remain in high demand, and ramps up the use of renewable energy sources, there is also parallel pressure to reduce the energy intensity of distillation. Engineers can reduce the energy intensity of distillation by using tower internals with higher efficiency, without compromising capacity, and/or by using contacting arrangements that are thermodynamically advantaged.

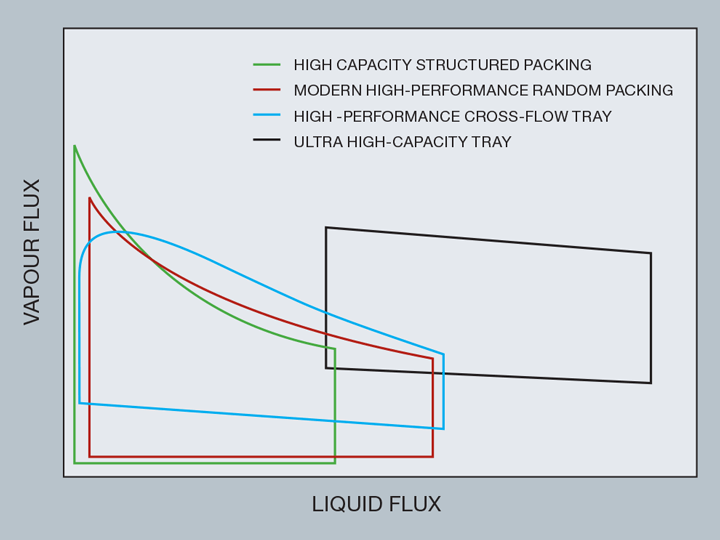
The mass transfer components used in distillation towers can be grouped into trays, random packing and structured packing. The ranges of applicability of these mass transfer components are qualitatively depicted in Figure 1. Structured packing is typically used in low-pressure applications, which is synonymous with low liquid flux values. Due to its low pressure drop per theoretical stage, structured packing is favored in deep vacuum applications. Random packing is typically used in moderate to high pressure applications, which is synonymous with moderate to high liquid flux values. Excluding exceptions, such as triethylene glycol (TEG) contactors, random packing is preferred over structured packing in high pressure applications. The turn-down of packed towers is typically limited by the operating range of the liquid distributors, although minimum wetting rates of the packing may set the minimum liquid flux. Cross-flow trays can be used over a wide range of liquid rates, but the vapour turn-down is limited by the ability of the tray to limit weeping. Floating valves can be operated at lower vapour rates than fixed valves. As liquid fluxes increase, a higher number of passes are used in cross-flow trays. Cross-flow trays can be operated over a wide range of pressures, but at low pressure the liquid flux is typically low, which takes the tray into the spray regime. In this flow regime, entrainment limits the capacity of the tray, and tray efficiencies are typically reduced in this regime. At these liquid fluxes packing is generally a better choice. The capacity of a cross-flow tray is limited by the ability of gravity to prevent liquid from being carried to the tray above. Trays with centrifugal movement of the fluids can create forces that are higher than one g-force, which results in capacities that can vastly exceed that of cross-flow trays.
The energy intensity of distillation can be reduced by using tower internals with higher efficiency, without compromising capacity
In addition to the vapour and liquid flux values, the choice of mass transfer components is driven by considerations such as:
- tower height (efficiency);
- fouling resistance;
- corrosion resistance;
- pressure drop;
- minimum wetting rate;
- turn-down; and
- return on investment.
Regardless of the mass transfer component, the drive towards lower energy consumption, reduced greenhouse gas emissions and maximising profitability are spurring the development of tower internals with higher combined capacity and efficiency.
INTALOX ULTRA random packing
Tower internals with increased efficiency can be used to reduce reflux ratios, which reduces the energy consumption per unit of product. Traditionally, random packing with increased efficiency meant a smaller size packing with reduced hydraulic capacity and increased pressure drop. This could cause a situation where the energy intensity is reduced, but that the capacity of the unit is reduced in the case of a revamp. Increasing the efficiency of random packing without reducing the capacity would solve this problem.
The efficiency of random packing is affected by the gas phase mass transfer coefficient, the effective area for mass transfer, and the liquid phase mass transfer coefficient. The gas phase mass transfer coefficient is affected by the turbulence in the gas phase. The turbulence in the gas phase, coupled with the tortuosity of the gas flow path, also affects the pressure drop. The challenge is thus to create a packing that uses turbulence to create a high gas phase mass transfer coefficient without having a negative effect on the pressure drop. In random packing the effective area for mass transfer is a function of the packing surface area and the shape of the element, but it is also clear that as the liquid drops from element to element this generates additional mass transfer area. If the liquid drops are large, not much additional surface area will be created. If the drops are too small, there is a risk of entraining the drops up the tower at low vapour velocities, which means a reduction in hydraulic capacity. The challenge is thus to balance the increased mass transfer area and reduced capacity. The liquid mass transfer coefficient is a function of the surface renewal which decreases the saturation of the liquid surface. A packing that increases the rate of liquid surface renewal, and creates high liquid surface area values, will be advantaged in processes where the bulk of the resistance to mass transfer is in the liquid phase.
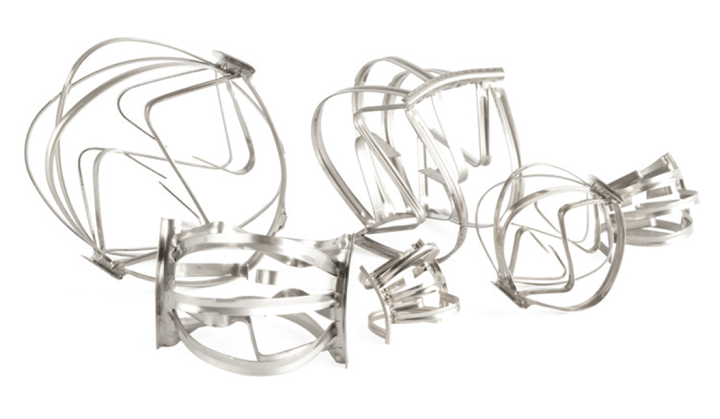
Intalox Ultra random packing (see Figure 2) was created by Koch-Glitsch to optimise the gas phase mass transfer coefficient, liquid phase mass transfer coefficient and effective surface area compared to that of the company’s IMTP random packing, which has been an industry standard for decades2. In this optimisation it was important not to negatively affect the pressure drop and hydraulic capacity.
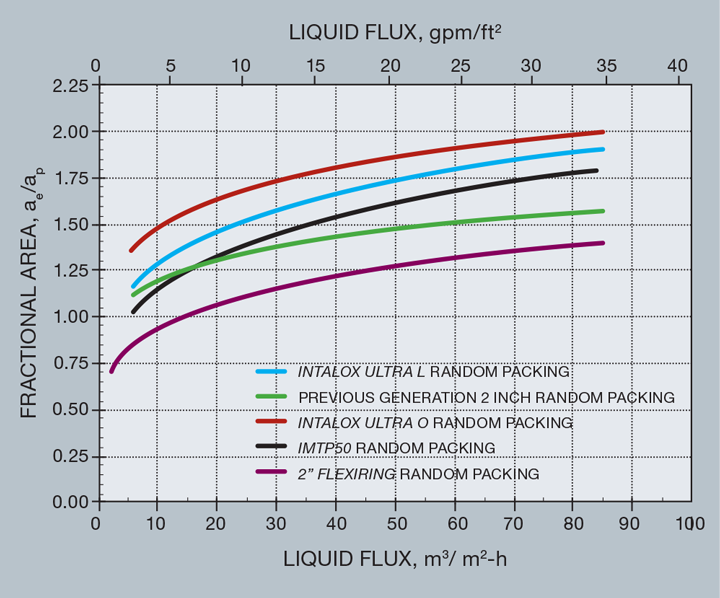
Higher liquid surface area values increase the efficiency of packing. If a packing can create large liquid surface area values for low metal surface area values (through the droplet mechanism described above), this could potentially decrease the cost of the packing, reduce the pressure drop, increase capacity and increase efficiency. The ratio of the liquid surface area created, to the metal surface area is called the effective area ratio or fractional area ratio. The effective area ratios of Intalox Ultra A random packing and IMTP 50 random packing are compared in Figure 3. The standard CO2/NaOH system was used to measure the effective area values3. The improvement in the surface area generation with the Intalox Ultra random packing is evident.
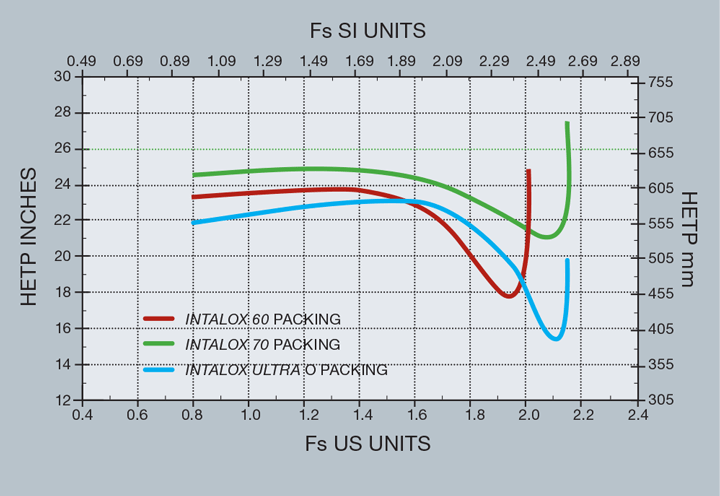
The mass transfer coefficients and effective area determine the height equivalent to theoretical plate (HETP) – or efficiency – of a packing. From Figure 4 it is evident that the HETP of the Intalox Ultra O random packing is significantly better than that of the IMTP 70 random packing while the hydraulic capacity is the same. The efficiency of the Intalox Ultra O random packing is the same as that of the IMTP 60 random packing, but the capacity is significantly higher. By replacing the IMTP 70 random packing with the Intalox Ultra O random packing the energy consumption of a distillation column could be reduced by approximately 10% while maintaining the same capacity.
The increased use of natural gas to generate electricity has led to a proliferation of gas plants to meet the additional demand. A vital part of the plant is the demethaniser column that removes natural gas liquids from the expander feed and recovers the natural gas for compression and feed to the sales gas network. Operating at pressures as high as 500 psi (34 bar) results in a high liquid flux that Intalox Ultra random packing can easily accommodate. As can be seen from Figure 3, Intalox Ultra random packing is advantaged at high liquid fluxes when compared to the other packings included in Figure 3. For new construction, the reduction in diameter that can be realised with this higher capacity packing allows for reduced vessel wall thickness as well. The application favours packing over trays because there can be variations in feed composition over time and changing market conditions can dictate several operating cases. Packing is more suited to the resulting wide operating range, provided that the liquid distributors are designed to cover this extended operating range.
As an example, a North American gas plant operator was experiencing capacity issues in the bottom section of their demethaniser. The available natural gas was slightly richer than anticipated, so more heat input to the column was required. This caused the internal loadings to increase beyond the capacity of the third generation packing that was specified in the original design. Replacement of this packing with a similar nominal size Intalox Ultra random packing relieved the bottleneck and resulted in this operator specifying this packing in all sections of their new demethaniser designs.

FLEXIPRO valve tray
To improve the separation efficiency and lower the energy consumption of a trayed tower, the number of trays can be increased, but the reduced tray spacing typically reduces the capacity of the tower. A more desirable situation would be to replace existing trays with trays that have the same, or higher, efficiency and higher capacity. This would allow the new trays to be installed at a reduced tray spacing, which would yield a lower energy consumption at the same tower throughput. To maximise the efficiency and capacity of a crossflow tray the following has to be achieved:
- effective contact between the liquid and vapour phases that create high interfacial area and rapid liquid surface renewal and rapid bubble break-up;
- the contact between the liquid and vapour should not create fine droplets that can be entrained to the tray above and negatively impact the efficiency and capacity;
- plug flow across the tray is important in maximising the efficiency; and
- the tray should not require a disproportionally large downcomer since it will negatively impact the tray capacity.
The Flexipro valve tray was developed to address these points. In a recent de-isobutaniser application it was shown that the capacity of the Flexipro valve tray at 457 mm tray spacing is the same as of another current generation fixed valve tray at 609 mm tray spacing. In this application the efficiency of the Flexipro valve tray was within 5% of that of the other current generation fixed valve tray. This means that the number of theoretical stages in the tower could be increased by 25% while maintaining the same throughput. This increase in the number of theoretical stages can be used to reduce the reflux ratio, which leads to a reduction in energy consumption per unit of product.
Another interesting feature of the Flexipro valve tray is its enhanced operating range which is achieved not by the traditional method of using floating valves that are able to open and close, varying the open passageway for vapour to flow, but instead by a modified fixed valve device. The unique feature of the Flexipro valve is upwardly extruded deck openings that reduce the possibility for liquid to weep through the openings intended for vapour flow. By avoiding the use of moving valves, the Flexipro fixed valve is more reliable for long term operation, particularly in applications prone to fouling. The enhanced operating range of the Flexipro fixed valve can be used in a variety of ways.
In a bioethanol beer stripping column, there was a need to improve the efficient operating range of these towers. This 4.57m diameter beer stripper was revamped using Flexipro valve trays. This is typically a moderately fouling application where moving valves are not used due to the high risk of them becoming stuck in the closed position, especially if the plant needs to operate at a reduced production rate for an extended period. This situation happened quite frequently during Covid-19 lockdowns when demand for ethanol for use in motor fuels was dramatically curtailed. Once the plant capacity is increased, the valves that are stuck in the closed position are likely to remain closed, limiting the plant capacity. With conventional fixed valves the plant would need to maintain a higher minimum vapour load to prevent the trays from suffering a loss of separation efficiency by excessive weeping when the columns are turned down. This higher vapour load requires increased heating and cooling duties to be supplied, resulting in higher energy consumption and carbon emissions per unit of bioethanol product. After the successful revamp of this tower the same company revamped a second beer stripper with Flexipro valve trays in the same way.
Several companies have also taken advantage of the increased capacity and operating range of the Flexipro valve tray to reduce the initial capital investment cost of new high-pressure absorption towers in natural gas sweetening plants. These plants often require a wide operating range for the sour feed gas, due to variations in well output or seasonal demands. Traditional moving valves are typically used, but the Flexipro valve tray, with its lower entrainment characteristics, when installed at the same tray spacing as conventional valves, allows the absorber towers to be reduced in diameter while maintaining the desired operating range for the sour gas.

A combination of higher efficiency internals and advantaged contacting arrangements can be used to maximise the energy savings and minimise the carbon footprint of distillation operations
SUPERFRAC XT trays and ULTRA-FRAC trays
A major olefins producer wanted to increase the capacity of their ethylene fractionation train. This required the debottlenecking of a C2 splitter that separates an ethane/ethylene feed. The fractionator consists of two vessel shells connected in series.
The plant provided test run data that was used by Koch-Glitsch to model the existing operation of the C2 splitter. The existing unit was suffering from high slippage of ethylene into the bottom product, which our analysis confirmed to be due to the low tray efficiency of the existing devices, which was handicapping the overall performance of the fractionator. The original equipment vendor had been given an opportunity to correct the problem and so mechanical damage or incorrect installation is not believed to have been the cause of the poor performance. It was not possible to determine the exact reason for the low efficiency, it may have simply been inherent to the specific tray types used.
A detailed revamp scope was evaluated considering various configurations and tray technologies. A solution was developed that involved a combination of enhanced crossflow Superfrac XT trays and co-current flow Ultra-Frac trays4.
The Superfrac XT tray is an optimised crossflow tray that uses a range of special features including high performance valves, inlet devices to promote even frothing and uniform liquid distribution and, specially-shaped downcomers to maximise the bubbling area. The aim of any Superfrac XT tray design is to obtain the maximum capacity and efficiency at the tower operating conditions.
The Ultra-Frac tray is an ultra-high-capacity tray that targets achieving the maximum vapour and liquid traffic possible within an existing vessel shell. The most highly loaded trays in the lower splitter are required to operate efficiently beyond the system limit. The system limit is the ultimate vapour velocity, beyond which it is predicted that most of the liquid will be entrained upwards by conventional mass transfer devices that rely upon gravity to affect the vapour/liquid separation. The Ultra-Frac trays used in this section use centrifugal separation to allow them to exceed this system limit.
In the majority of the tower the new trays were installed using an increased tray spacing, taking advantage of the improved mass transfer efficiency of the new trays. By increasing the tray spacing the trays were able to handle the increased internal vapour and liquid traffic while at the same time recovering more ethylene from the feed.
Overall, the total number of trays installed in the two-tower fractionator was reduced by 14%. The revamped towers have demonstrated almost 12% increase in ethylene production with up to a 94% reduction in the ethylene slippage in the bottom product (ethane recycle). The required reflux ratio to achieve this improved separation was also reduced, resulting in a significant improvement of the overall energy consumption per kg of ethylene product.
Dividing wall towers
The use of the dividing wall column (DWC) scheme (see issue 984, p23) is rapidly gaining interest as a means of reducing energy consumption in distillation trains. Koch-Glitsch/Montz is a leader in DWC implementation with over 200 applications to date.
A conventional xylenes distillation column (3.8 m high with a 4.3 m diameter) was revamped into a dividing wall column to improve the product purity, while at the same time significantly reducing energy consumption. This tower recovers mixed xylenes from reformate motor gasoline and sends these to an aromatics unit for upgrading into more valuable products.
Prior to the revamp the column had 51 trays with a mixed xylene vapour phase side product withdrawn from above tray 20 (numbered from the bottom). The revamped column has 50 active trays with a dividing wall running from tray 14 up to tray 38. A non-fractionating liquid splitter tray was installed above the dividing wall. The existing reboiler and condenser were reused without modifications. The xylenes product was taken as a liquid side draw from tray 28.
Changing market demand impacts the desired xylenes recovery, which dictates that this DWC has a wide range of operating conditions. In order to maintain ideal operation across the desired range, the liquid split at the top of the dividing wall and the vapour split below the wall must be controlled. To split the internal reflux liquid above the dividing wall a hybrid design was developed using a chimney tray to meter the bulk of the liquid internally in a fixed proportion with an external by-pass to control the liquid split as necessary. A critical finding, by hydraulic calculations, was that the vapour split below the dividing wall could be adjusted by changing the liquid split. This has since been confirmed during operation of the plant.
A comparison of the column performance before and after the revamp are given in Table 1.

Test runs confirmed the performance across the complete design range and showed no operability issues. Under the case 1 operating conditions there is an energy saving of over 50%. The case 2 operation allows higher feed rate and product purity with an energy saving of over 25%5.
Conclusions
The energy consumption of distillation columns can be reduced by using novel mass transfer internals that have a higher efficiency without compromising capacity. Advantaged contacting arrangements, such as dividing-wall towers, also offer substantial energy saving in applications that are suited for this technology. A combination of higher efficiency internals and advantaged contacting arrangements can be used to maximise the energy savings and minimise the carbon footprint of distillation operations.
Disclaimer: This article is provided for guidance alone. Expert engineering advice should be sought before application.
This is the third article in a series helping chemical engineers to take advantage of opportunities to improve the efficiency of distillation operations. To read more, visit the series hub at: https://www.thechemicalengineer.com/tags/distillation-improvement-opportunities
References
1. Agrawal, R et al, Misconceptions about efficiency and maturity of distillation, AIChE Journal, 2020, volume 66, issue 8
2. Nieuwoudt, I et al, Improvements in random packing performance, PTQ, 2020, Q4, pp67-75
3. Tsai, R E et al, A dimensionless model for predicting the mass-transfer area of structured packing, AIChE Journal, 2011, volume 57, issue 5, pp1173-1184
4. Ferrari, A et al, Picking the right workhorse, Hydrocarbon Engineering, April 2020, pp24-28
5. Stober, B et al, Dividing wall column revamp optimises mixed xylenes production, AIChE Spring Meeting, 2006
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



