Distillation Improvement Opportunities Part 2: Improvements Through the Use of Dividing Wall Columns

Dividing wall columns promise significant energy and cost savings compared to multiple binary distillation columns. Robert Piszczek, Michael Hergenrother, Zhongcheng Wang, and Gabriel Nahigian of ExxonMobil look at the opportunities for process engineers
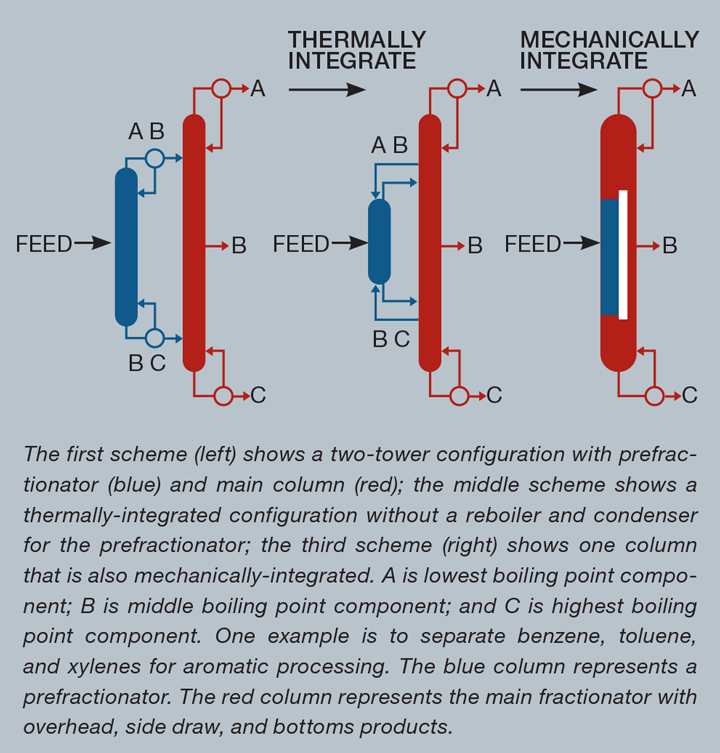
DISTILLATION is one of the main energy consuming processes in the refining and chemical industry used to separate molecules with different boiling points into higher purity products, and accounts for approximately 40% of the energy used in a typical refinery or chemical plant1. Process intensification principles have been applied to distillation columns in order to reduce energy usage as well as capital cost with an early conceptual example being dividing wall columns (DWC). A DWC is essentially two or more distillation columns that are thermally and mechanically integrated via a vertical partition to segregate the feed zone from the product draw side which reduces remixing inefficiencies that occur with conventional columns when the feed stream contaminates the side draw product as shown in Figure 1.
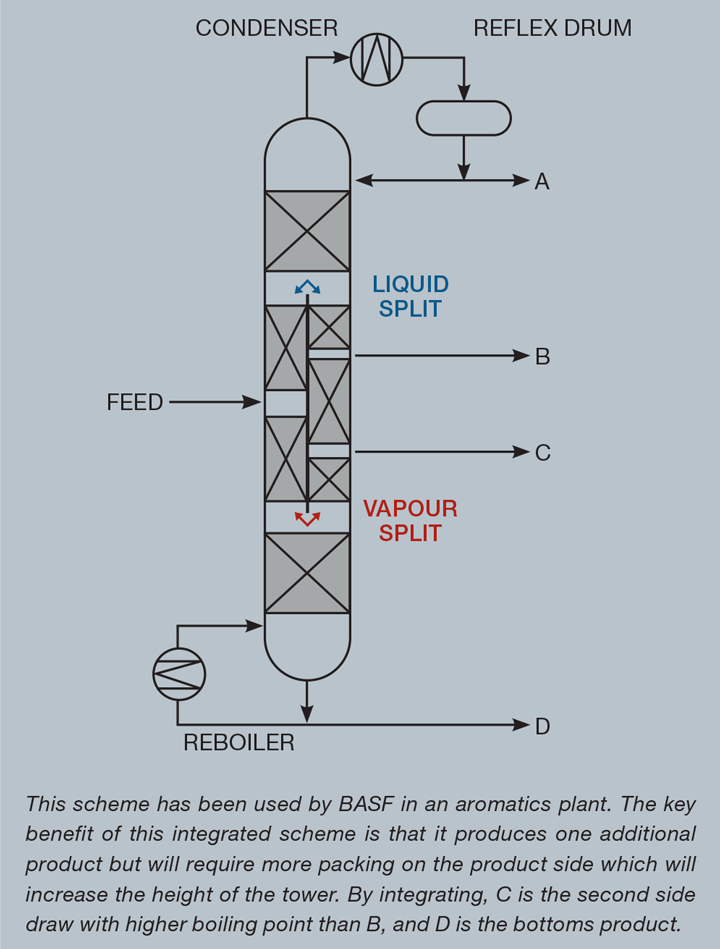
Many decades have passed since DWCs were first conceived in a patent application by Luster in 19303 to their commercial deployment by BASF in 1985. Figure 2 shows an enhanced DWC with additional process intensification, known as the Kaibel column, which includes an additional side draw and increases the number of product streams to four.
Various DWC configurations were developed over the years specifically for each separation process. As of 2023, hundreds of DWCs have been constructed and the technology has proven to be more energy efficient and a lower capital cost alternative by up to 30% compared to multiple binary distillation columns in series4. It should be noted that lower capital costs may also translate to lower greenhouse gas emissions for a project because less energy is required for the fabrication, transportation, and final construction of the equipment.
Further process intensification may be achievable by integrating multiple binary distillation columns into one column shell using multiple partitions within a dividing wall column (MP-DWC) to increase the number of distilled products using even less energy and further reduced capital cost. Several MP-DWC configurations using two or more dividing walls have been proposed by researchers. However, the main challenge with deploying MP-DWCs are the technical risks associated with the complexities to design them and operate them controllably, which increase as the number of liquid splits above the wall and vapour splits below the wall increases 6,7,8.
At ExxonMobil, we have addressed the design and operating complexity issues by developing MP-DWC configurations that increase the number of product streams with two dividing walls that we refer to as dual-dividing-wall columns (DDWC)9. We also developed advanced process control schemes to maintain the product streams on-spec with changes in feed composition and operating conditions while minimising energy usage. We used dynamic simulation to confirm stable operation and may also be used to optimise the tuning parameters for process control.
Modelling and simulation of novel DDWC schemes have been conducted and we’ll now review some of the schemes that have been developed. This article provides some applications that may benefit from using DWCs and DDWCs along with process modelling guidance.
A new olefins plant
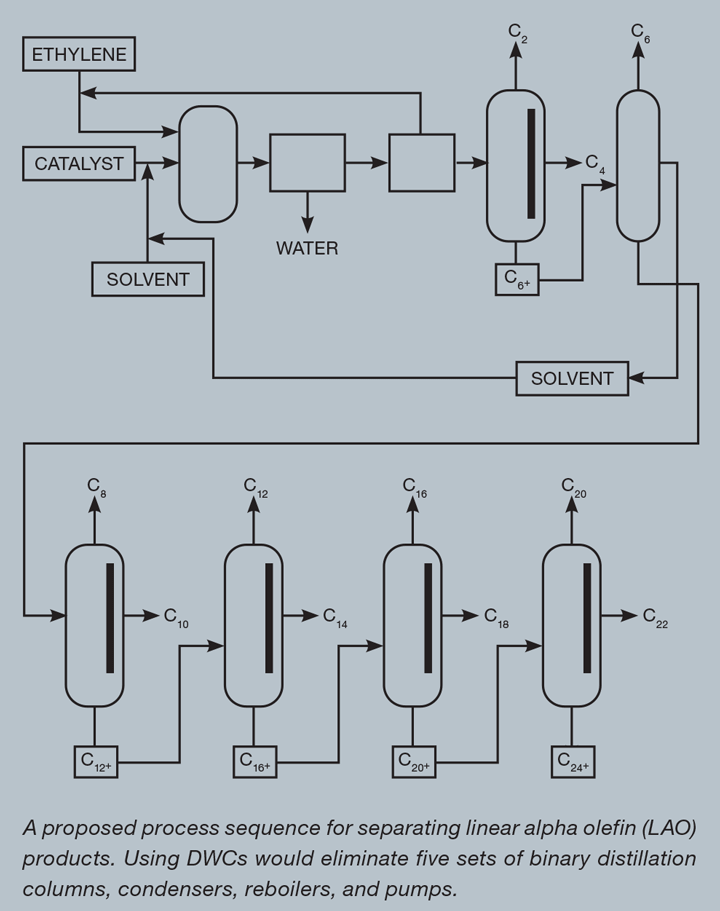
We have studied various process configurations to separate linear alpha olefin (LAO) products (ie C4, C6) made from ethylene starting with a series of binary distillation columns for a new chemical plant. We identified an opportunity to use DWCs to reduce capital cost as shown in Figure 3. We are applying this technology in our new LAO plant in Baytown, US. Figure 3 shows one possible configuration for the light-end and heavy-end separation.
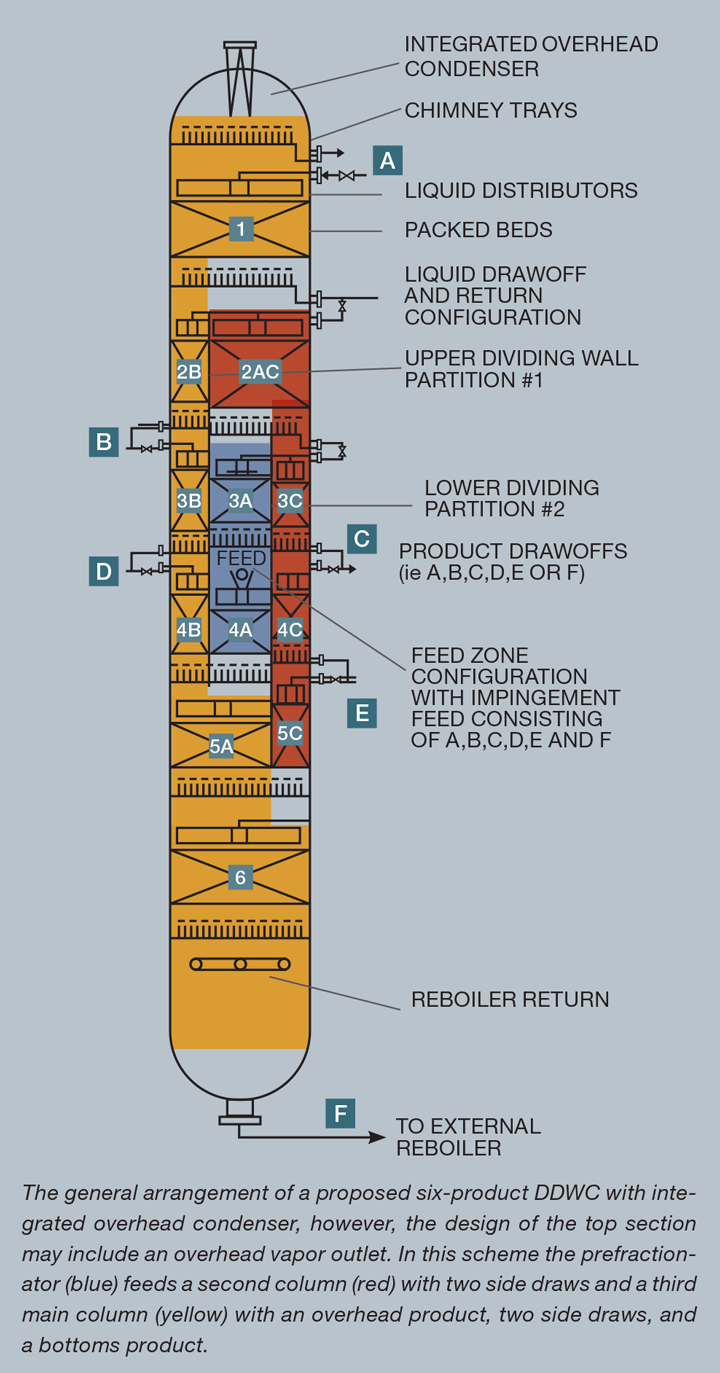
We also developed designs for simplified configurations of DDWCs with a higher degree of process intensification. This involved combining the satellite column concept with the benefits of additional side draws from a Kaibel column. These simplified DDWC configurations still contain two dividing walls but are capable of producing up to six high purity (>99%) products (see Figure 4).
Advantages of DDWCs are the side draws within the same dividing wall section have increased relative volatility compared to a Kaibel column and require fewer stages for separation. This would translate to reduced capital costs due to a reduced tower height required for the product sides. The complexity to design, construct, and operate a DDWC is also reduced compared to the other MP-DWC configurations by designing the DDWC to have only one liquid or vapour split in any one horizontal cross section of the tower and minimising the number of liquid splits above the walls and vapour splits below the walls.
Once the column is constructed the split of vapour to either side of the dividing wall is not controlled, but largely set by the hydraulics (stage count and pressure drop) on either side of the wall. The liquid split to each side of the wall is controlled to provide sufficient reflux to meet the separation requirement for both sides of the wall. However, the use of dividing walls in a column inherently will result in a less than perfect vapour/liquid ratio on each side of the wall for this reason. The DDWC design has only one vapour or liquid split at any vertical cross section in the tower, which reduces the potential for a significantly unoptimised vapour/liquid split on either side of the wall. Careful design of the packing and auxiliary equipment on either side of the wall for equal pressure drop and similar percent of flood is critical to the performance of the column. In addition, the reboiler and condenser for the column can be slightly oversized to provide contingency to ensure the product purity specifications are achieved.

Process modelling and design
Modelling and simulation of DWCs are documented by I.J. Holvarsen et. al. for a three-product DWC8. ExxonMobil’s modelling of five-product and six-product DDWCs are not as straightforward as conventional distillation columns. This is due to the presence of a large number of variables including multiple internal recycle streams and stage numbers for each section. Convergence issues are normally encountered if the structured approach is not followed when setting up the simulation model.
The modelling method described below relates to DDWCs. Begin by developing a shortcut distillation simulation on each individual column and specifying component splits. The shortcut distillation model provides the required minimum number of stages and the minimum reflux rate for each separation section based on the Fenske and Underwood equations, respectively. The initial estimates for the DWC simulation input are taken as 1.5 times the minimum reflux ratio to ensure model convergence.
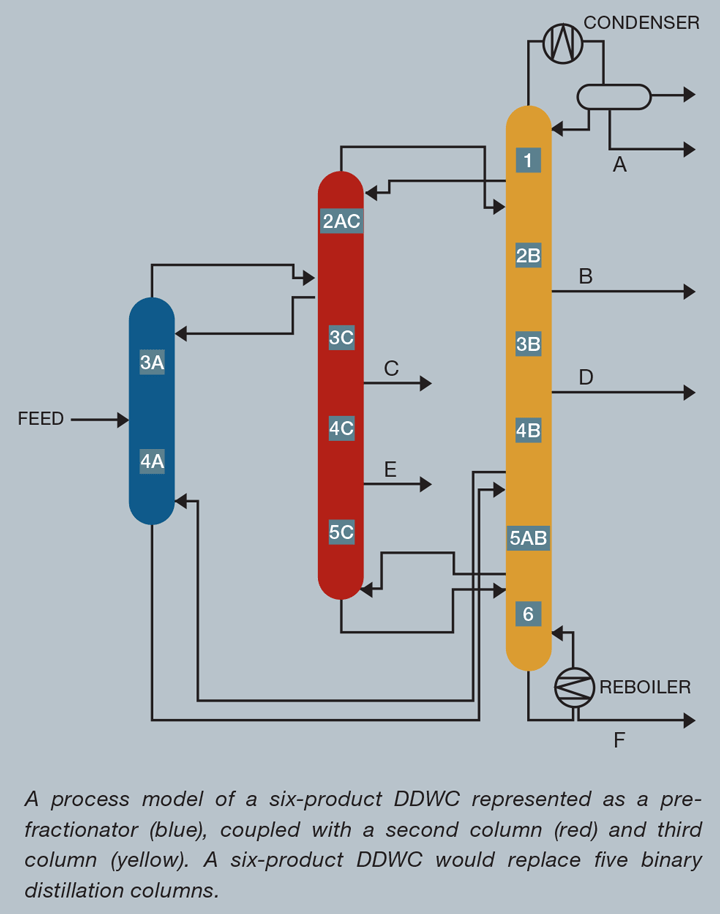
The shortcut simulation results are eventually used to map the internal flows in a DDWC. Note that the minimum boil-up and reflux flows must be met for each section in the column, and the rest are set based on mass balance. Once the internal flow configurations are available, the values are used to initialise the rigorous DDWC process simulation model and combine separation sections. The resulting process configuration for the six-product DDWC was modelled as a pre-fractionator (blue), coupled with a second column (red) and third column (yellow) as shown in Figure 5. Note that some process simulators allow the full system to be solved simultaneously rather than sequentially solving each column.
We conducted case studies that varied the number of theoretical stages for each column section to determine the change in condenser and reboiler duty. The number of stages and internal reflux ratios for each column section were optimised to balance capital cost with energy usage. We used proprietary packing hydraulic rating software to determine the packing height and cross-sectional area requirements for each column section. Each section of the DDWC was partitioned and represented as a packed bed labelled from top to bottom (see Figure 4) as follows:
- bed 1 – top section below top draw A;
- bed 2B – above upper side draw B;
- bed 2AC – above lower dividing wall #2 ;
- bed 3A – above feed section;
- bed 3B – between upper side draw B and D;
- bed 3C – above side draw C;
- bed 4A – below feed section;
- bed 4B – below side draw D;
- bed 4C – between side draw C and E;
- bed 5AB – below upper dividing wall #1;
- bed 5C – below lower side draw E;
- bed 6 – bottom section.
For the packed beds within the dividing wall sections, the horizontal placement of the dividing wall was initially set to target approximately equal average percent flood for the horizontally adjacent packed beds (ie 3A, 3B and 3C), and then adjusted slightly to result in approximately equal pressure drop across the packed beds on the feed side and draw sides of the dividing walls.
Trays have also been used in DWCs and may be considered for a DDWC. The pressure drop across trays tends to be ten times higher than with an equivalent bed(s) of structured packing. As a result, the horizontal wall placement and design of the trays are set to result in equal pressure drop across each section. Note that the tray design for a dividing wall tower results in trays and downcomers with unconventional (and often asymmetrical) shapes, which can make the prediction of the tray hydraulics more difficult. For reduced design complexity, packings are preferred over trays for DDWCs.
Variations in feed compositions and conditions are expected for distillation units. Sensitivity cases should be conducted to determine the operating conditions and process requirements to ensure the equipment is designed properly to accommodate these changes and meet the product purity specifications.
Stable operation
Although DWCs can provide advantages for reduced energy consumption and refinery plot area, difficulties remain in implementing DWC technology when a plurality of dividing walls are present within a single column structure. As a practical matter, operating DWCs in a refinery or chemical plant setting requires the ability to primarily control the operation of the column using process control technology. Process control technology typically involves operating the process in the region of operating phase space where the controlled variables have responses that can be reasonably approximated as linear responses to moves in the manipulated variables. For many types of processes, process control technology can be implemented in a relatively straightforward manner. However, using process control technology to maintain DWCs with multiple dividing walls in a stable operating region remains a challenge. While increased amounts of operator intervention could be used, it would be preferable to identify systems and methods that allow for improved operation of DWCs using process control technology.
A process control scheme should be developed to maintain the product streams on-spec with perturbations in the feed while also minimising energy usage. We found that improved process control can be achieved by controlling the DWCs based on energy balance instead of mass balance. The energy balancing can be performed in part based on controlling temperature at a plurality of locations on the feed side within a first divided portion of the column. Using energy balancing based on temperature control at a plurality of locations on the feed side can help maintain the operation of the DWCs within a single region of phase space that can be suitably approximated by linear models. This can allow conventional process controllers to manage the manipulated and controlled variables. In addition to controlling the temperature at a plurality of locations on the feed side, a plurality of other characteristics can be used as manipulated or controlled variables. Optionally, a multivariable controller may also be used to provide further improved control of the column11.
Using process control technology to maintain DWCs with multiple dividing walls in a stable operating region remains a challenge ...we found that improved process control can be achieved by controlling the DWCs based on energy balance instead of mass balance
A dynamic process simulator should be developed to test the process control scheme and determine the initial tuning parameters. This approach is expected to reduce the time from commissioning to producing on-spec product streams. While the development of dynamic process simulation is strongly recommended for the first design of a particular distillation system, it may not be required for subsequent designs with the same system. However, the benefits of a dynamic simulator may be justified because of the benefits it brings to operator training and ease of commissioning.
Other applications
Another application for DWCs has been in aromatics services to separate benzene, toluene and xylenes as shown in Figure 6. We have licensed and built this configuration and it has provided energy savings of up to 35% and reduced capital expenditure by up to 30%.
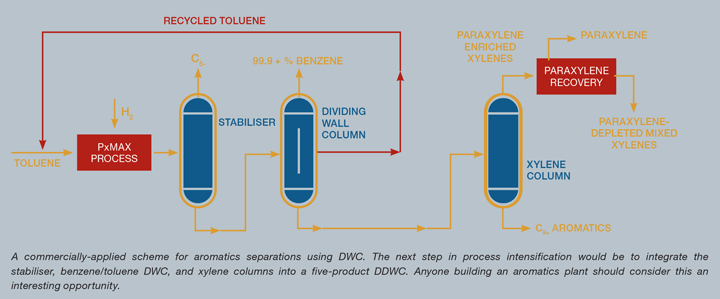
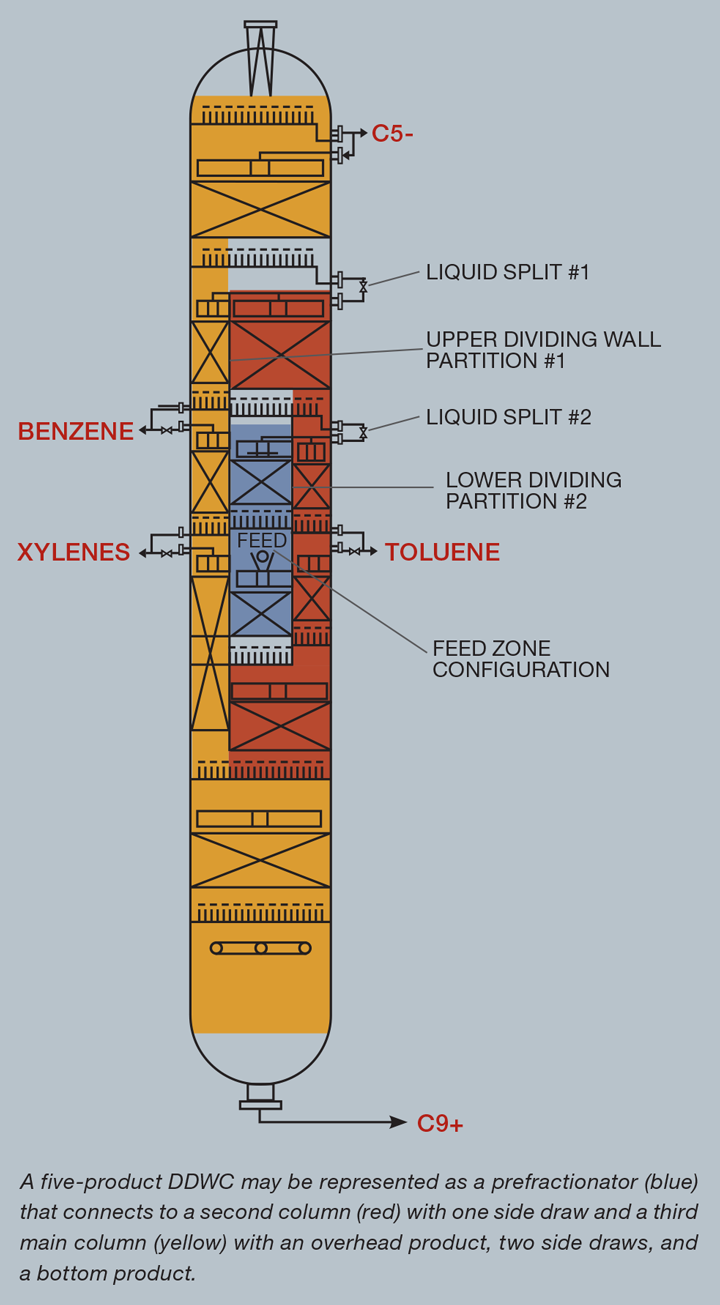
The next step of progression in process intensification should be to integrate the stabiliser, benzene/toluene DWC, and xylene column from Figure 6 into a five-product DDWC as shown in Figure 7 to further increase energy savings and/or reduce equipment cost. We have projected capital cost savings of 20% for a five-product DDWC compared to the process configuration consisting of one DWC and conventional columns.
Conclusion
For recent projects, we have determined that DDWCs provide a more economical alternative to conventional distillation columns and DWCs when applied properly. After detailed design, we estimated additional capital cost savings of up to 30% from integrating the C8/C10 DWC, C12/C14 DWC and half of the C16/C18 DWC into a six-product DDWC shown in Figure 4 for ExxonMobil’s first LAO plant in Baytown. However, we decided to use multiple DWCs in series to meet the technical risk allowance for the project.
In latest news, the first commercial application of a four-product DDWC was recently announced after the successful commissioning of a lube oil base stock unit at BPCL in Mumbai, India by DWC Innovations12.
For new projects in the future, engineers should consider five- or six-product DDWCs as options to further reduce capital costs, plot space, and improve energy savings. DDWCs are applicable for systems that require separation of multiple components into high-purity products such as aromatics, gas-to-liquids, olefins, crude-to-chemicals, alcohols, lubricants, fuels, and more. However, DDWCs are unsuitable for difficult separations of components with close boiling points and low relative volatility (eg iC4/nC4) since the height requirements and constructability of such a tower is expected to negate any cost savings.
Initial applications of DDWCs should be limited to the following:
- services that have a low fouling potential;
- services with a column overhead temperature that allows for low-cost cooling options (ie air and water instead of refrigeration);
- operation with a column bottoms temperature that ensures thermal stability and minimal cracking gas generation; and
- separation of components with high relative volatility (eg benzene/toluene).
The separation of products in conventional towers are achievable at similar pressures. This allows the DDWC to operate close to the “ideal” (most efficient) separation pressure. Systems that require a wide variation in pressure to achieve the separation in conventional towers will result in a less energy savings for a DDWC application.
Once an application has been identified, then our next steps would be to:
- determine the initial optimum process configuration;
- develop the process model for the base case;
- confirm the design is constructible;
- determine the economic benefit compared to the next best alternative;
- conduct risk value assessment;
- conduct sensitivity analysis regarding feed variability; and
- confirm operability and controllability using a dynamic process simulator.
Through additional process intensification and by simplifying the complexity of the design, chemical engineers can design more economical solutions that use less energy, reduce investment costs and lower industry emissions.
This work demonstrates that reduced greenhouse gas emissions are achievable for a variety of distillation systems with the latest generation of DDWCs; and the technical risks associated with the simulation, design, constructability, and operation can be mitigated with proper design considerations.
Disclaimer: This article is provided for guidance alone. Expert engineering advice should be sought before application.
This is the second article in a series helping chemical engineers to take advantage of opportunities to improve the efficiency of distillation operations. To read more, visit the series hub at: https://www.thechemicalengineer.com/tags/distillation-improvement-opportunities
References
- ITP Chemicals: Distillation column modeling tools; US Department of Energy; 2001.
- Piszczek, R et al, Introduction to dual-dividing-wall columns, CEP, April 2020, pp22-25.
- Luster, EW, Apparatus for fractionating cracked products, US Patent 1915681, application filed 29 March 1930.
- Olujic Z et al, Equipment improvement trends in distillation, Chemical Engineering and Processing: Process Intensification, vol 48, issue 6, 2009, p1089-1104.
- Olujic Z et al, Designing four-product dividing wall columns for separation of a multicomponent aromatics mixture, Chemical Engineering Research and Design, vol 89, issue 8, 2011, pp1155-1167.
- Agrawal R et al, Multicomponent dividing wall columns, US Patent Application Publication No, US2015/0119612 A1, 30 April, 2015.
- Halvorsen IJ et al, Internal configurations for a multi-product dividing wall column, Chemical Engineering Research & Design, vol 91, issue 10, 2013, pp1954-1965.
- Halvorsen IJ et al, Multi-product dividing wall columns: a simple and effective assessment and conceptual design procedure, Chemical Engineering Transactions, vol 25, 2011, pp611-616.
- Piszczek R et al, Dual-dividing wall column with multiple products, US Patent 10918967-B2, 16 February 2021.
- Piszczek R et al, Process for the separation of linear alpha-olefins using a dividing wall column, US Patent 11572325-B2, 7 February 2023.
- Piszczek R et al, Advanced process control scheme for dividing wall column and dual-dividing wall column with multiple products, US Patent 11052324-B2, 6 July 2021.
- Chemical Industry Digest, DWC innovations successfully commissions dual dividing wall column at BPCL, Mumbai, 24 April, 2023.
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



