Add It Up!

ADDITIVE manufacturing technology – or 3D printing, as it’s more commonly referred to – has, since it emerged in the early 80s, advanced at a tremendous pace. Originally associated with industrial parts manufacturing and tooling, the techniques have lately been applied in areas as diverse as manufacturing, medicines, food, clothing and are even available to the home enthusiast, with the right equipment and a knowledge of CAD.
At Air Liquide, we’ve been using the technique (in the form of metal 3D printing of reactors) to work on finding ways to improve traditional chemical manufacturing processes. We started by looking for more efficient ways to produce hydrogen from methane in the well-known steam methane reforming (SMR) process.
Why improve SMR?
Hydrogen is one of the most abundant elements on the Earth, an essential molecule for chemistry, and mostly used for fossil fuel desulfurisation and for production of fertilisers. It also has an incredible ability to store energy, as its energy density is about three times higher than that of gasoline, hence the current race to develop hydrogen mobility and hydrogen-based energy storage systems.
Despite its abundance, the hydrogen molecule is not found naturally and must be produced from molecules where it is associated with carbon and/or oxygen. Since the beginning of the 20th Century, steam reforming of methane has been the main process used to produce hydrogen. Air Liquide operates several SMR plants worldwide. The process typically uses natural gas as methane feedstock, and releases CO2 as byproduct – as much 10 kg of CO2 per kg of hydrogen, depending on the process efficiency. While the environmental impact of the SMR process can be improved by using biogas in place of natural gas, this solution is limited to the biogas amount available – the first reason to improve the SMR process.
The SMR reaction requires water and heat, and is strongly endothermic:
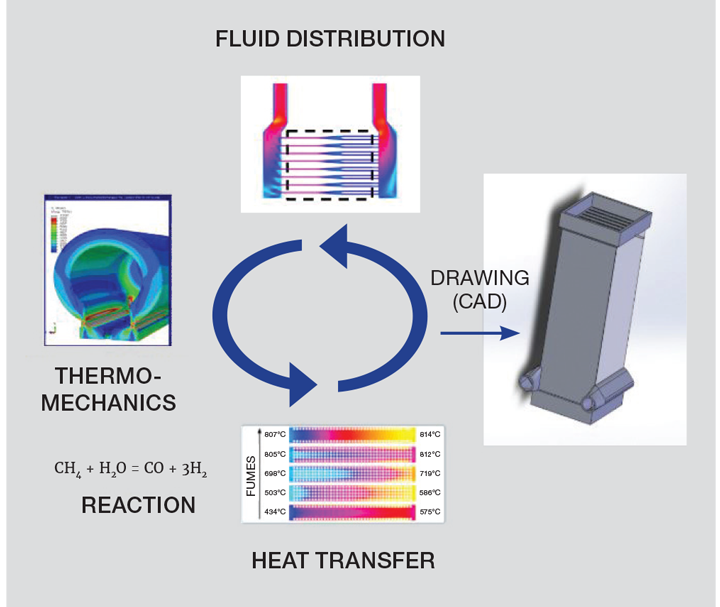
CH4+ H2O = 3H2+CO (ΔrH°(298K) = 206 kJ/mol) .
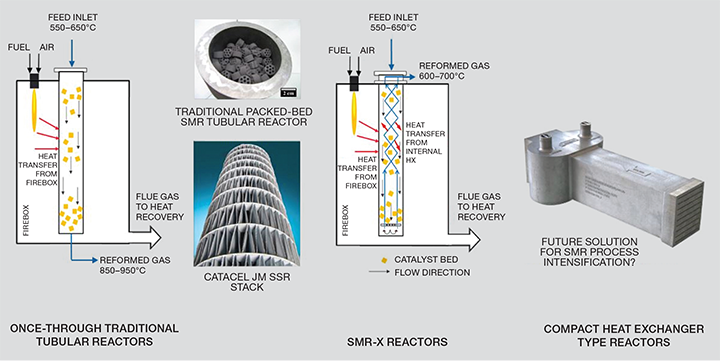
The process is often thought of as a ‘big steam boiler’, because heat is produced in excess and the excess heat is used to produce steam. This is a result of the high temperatures (up to 890°C in reforming reactors) required to meet high methane conversion at typical operating pressure (20–30 bar). Only part of the steam produced is used by the process itself. The excess steam must be recovered economically and is generally exported to other, nearby users. In such cases, hydrogen is affordable. In other cases where steam is plentiful, it is so cheap that it can’t be recovered economically. The second reason to improve the SMR process is to produce less (or zero) excess steam.
Developments
In response to customer demand, we recently proposed the SMR-X technology, which integrates the concept of a heat exchange reformer, to allow zero steam production during the process.
Over-the-fence customers’ demand can sometimes exceed the initial plant design, during production peaks. To debottleneck and increase plant production, we used commercially-available structured catalysts instead of traditional pellets, to improve heat transfer inside the reforming tubes, which produces 3–7 % more hydrogen.
Two issues are known to limit the current technology:
- the diffusion of reactives inside the catalyst pellet; and
- the overall heat transfer, from the firebox to the reactive gas mixture.
To overcome these limitations, using process intensification principles, we worked on designing SMR reactors with sizes adapted to physico-chemical phenomena. We decreased typical reactor dimensions to try to improve heat and mass transfer. Reactors with millimetric channels appeared to be the best candidates.
At the same time we took advantage of past experience on zero-steam export SMR-plant and added heat recovery from products to improve the efficiency of the overall process. The selected reactor technology addressing all these issues was a milli-structured heat exchanger reactor.
A key parameter in reactor design is the reaction kinetics. We started by performing catalytic tests on coated systems, and rapidly came out with catalysts which were different from those traditionally used in packed-bed reformers. To measure kinetics on coated systems, we developed a test bench, where 10–50 µm of catalyst is coated over a Ni-based alloy, and is inserted for testing in a channel-like reactor, as a catalytic insert. The test bench was used to obtain reliable data on kinetics, getting rid of internal and external diffusion limitations by using thin catalyst layers and by adapting the reactor flow rate.

Can’t buy it? Then print it!
Our very first developments were inspired by plate and fin heat exchangers, that typically contain hundreds of channels, formed by alternating plate metal sheets and wavy metal sheets, brazed together. Unfortunately, we couldn’t source equipment made of refractory Ni-based alloys, which are necessary, as materials are susceptible to creep in SMR process conditions. And we found that making them ourselves, by brazing or diffusion bonding, was very difficult.
Manufacturing our new reactor became a critical point that was jeopardising the future of the project. In 2014, the solution came from a project team engineer responsible for the mechanical design of the reactor: why not use metal printers to make them? We were soon able to test our first 3D-printed reactor thanks to an Air Liquide R&D setup that encourages all R&D employees to spend around 10% of their time experimenting with their own ideas.
The solution came from a project team engineer...why not use metal printers to make them? We were soon able to test our first 3D-printed reactor thanks to an Air Liquide R&D setup that encourages all R&D employees to spend around 10% of their time experimenting with their own ideas
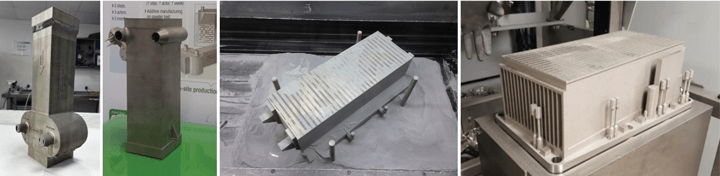
The very first manufacturing tests were performed using reactor drawings used for brazing. At that time, few companies were offering metal 3D printers suitable for our needs: although it was a lab-scale product, it already measured 30 cm long, with a cross section of 100 cm2. We were lucky, in our first attempt, that all internal geometries of the reactor were compatible with the laser-beam melting process selected. With hindsight, we now consider additive manufacturing constraints in the design phase of any new reactor.
Our first attempt was successful, but we were still curious to know more about the metallurgical quality of the alloy (a Ni-based superalloy was used) and about the mechanical integrity of the reactor manufactured. Back to 2014, our mechanical engineers and metallurgists were not experts in 3D printing and were quite sceptical about obtaining gas-tight equipment – we weren’t convinced that it could be used to make a pressure vessel. The first tensile test specimens showed mechanical strength comparable to other manufacturing processes. We asked for bursting models, representative of the reactor design. We were very surprised to see that the models were not only gas tight, but that they burst at values (2,895 bar) far higher than for equivalent designs obtained by brazing (840 bar).
Reassured about the quality of the 3D-printed reactor, we decided to test it. The first reactor was installed in the lab-scale pilot plant and tested in 2015, less than six months after the drawings were sent for printing! This was the first time we had the opportunity to perform tests on a reactor quite close to the design we proposed, minus defects such as channel deformation, or brazing material blockages typically caused by traditional construction.
Experiment and evolve
From then on, the new level of freedom offered by AM allowed us to think differently in reactor design. The main advantage of AM is that the reactor internals can now be envisaged in 3D, which was totally impossible using conventional manufacturing processes. We used this new thinking to improve heat and mass transfer properties within the reactor by:
- creating new internal structures that can improve fluid distribution and mixing properties, especially for headers and distributors;
- creating new reactor envelope shapes that can withstand pressure but with smaller dimensions/thicknesses, especially for headers and reactor body; and
- proposing new channel design, providing heat more efficiently, using only a very small amount of catalyst.
For example, the reactor distributors are now using specific shapes that can only be manufactured by 3D printing to improve the fluid distribution between each channel.
When our chemical engineers came forward with new reactor designs, new questions were then raised, especially regarding the reactor performances – how could we predict them?
In reactor design, not only must you consider the heat transfer and the reaction kinetics, but the complete design must also optimise the gas flow distribution between channels and must be resistant enough for high temperature and high pressure process application. There was no commercial software available to simulate our unit operation. So to address this we developed our own! Firstly, a simplified 1D model able to deal with heat exchange and reaction as it is encountered in a heat exchanger reactor. Secondly, we developed a complete design workflow that mixes CFD and thermomechanics calculations for mechanical design, so we could make the most of this new revolutionary way of manufacturing.
Thanks to this new reactor design tool, we were able to design reactors and predict their performances. From then on, the reactor design optimisation is an iterative process, changing channel sizes and geometries, and quantifying performances by simulation.
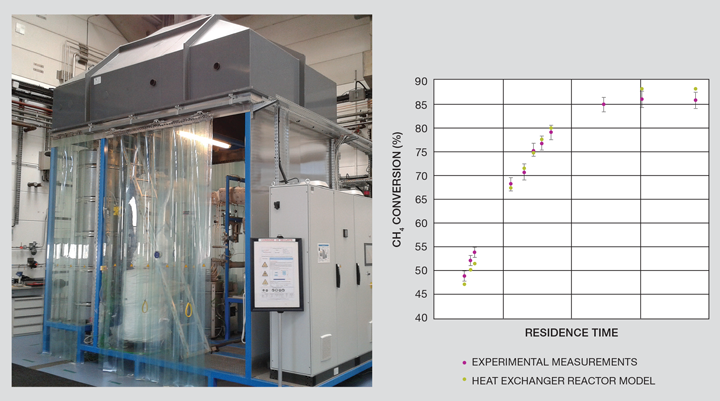
The project has progressed to the stage where a reactor has been coated with catalyst and tested in the lab-scale pilot plant for experimental validation. A new lab-scale test bench was developed, to assess performance of our printed reactors in terms of reaction conversion and heat transfer and to compare the experimental data against our models. The test bench conditions are close to operation in real industrial conditions – it works with natural gas, and includes all pre-treatment steps traditionally found in steam reformers (hydrodesulfurisation, pre-reforming).
Our printed reactors were tested for more than 5,000 hours and very promising results were found, demonstrating that SMR can be intensified by decreasing the reactor size down to millimetric channels. We validated the catalyst stability and the good agreement between the experimental data and our models.
Our first studies show that integrating the new reactor in a complete SMR process scheme resulted in up to +20% additional efficiency, and up to -18% CO2 emissions could be expected.
We are only at the beginning of the AM revolution...(it) is an incredible tool for scientists, and not only for prototyping – for batch production or small series, it can already be competitive!
Although the first reactors were successfully manufactured, additive manufacturing is not a one-button process. We rapidly understood we had to partner with best-in-class AM experts, who know what the techniques will and won’t do. Part of the work performed lately has been done via the FAIR (Fabrication Additive pour Intensification de Réacteurs) project, initiated in 2016 together with the French startup Poly-Shape, which specialises in AM. The collaborative project aims to develop intensified equipment that is more compact, more energy efficient and more cost effective for many industries (chemical, petrochemical, aerospace, automotive) and tertiary services (heat pumps, cogeneration).
FAIR is developing skills and expertise in the field of additive manufacturing for process intensification by incorporating, for the first time, constraints that are mechanical, thermal, fluidic, and chemical. It covers design, manufacturing, functionalisation, integration, and the uses of this new “intensified” equipment.
With the help of the different skills available via FAIR, Air Liquide will propose a first industrial-scale hydrogen production demonstration unit by the end of 2019. Considering current limitations of the 3D printers used, in terms of capacity and productivity, the project will first target small hydrogen production facilities.
To this end, we need to work on normalising AM use for making pressure vessels. No rules exist today – so for each piece of equipment produced we need to demonstrate that both the design and the material integrity (over the whole manufacturing process) is consistent with standards for those produced with conventional methods (lamination, forging etc). We are also involved in regulation committees – sharing our experience with other industries – to lay the foundations of the next standards relating to additive manufacture.
Today, we are only at the beginning of the AM revolution. 3D printers are evolving rapidly, taking into account the requirements driven by the industrial applications, with safety, productivity and capacity at the core. AM is an incredible tool for scientists, and not only for prototyping – for batch production or small series, it can already be competitive.
Many companies, in many regions, offer AM services. Anyone who wants to experiment with AM can bring ideas and print them!
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



