The Middlewich Job (the Pump Preservation Society)

In the fourth in a series about chemical engineers who volunteer their skills to contribute to society, David Nellist explains how Europe’s last- surviving brine pump in a hand-dug shaft was saved from dereliction
THE last brine pump in Europe from the 1890s was in a very sorry state – overgrown with trees and vegetation, the building falling down and neglected for over 40 years. For 90 years Murgatroyd’s brine pump at Middlewich, UK, was a major source of raw material for the chemical industry, but BP Chemicals stopped pumping brine in 1977. Largely thanks to the efforts of a local community group set up to save remnants of Middlewich’s salt industry, BP handed the site to the local authority, under whose control it deteriorated because of severe budget constraints.
Could it be saved? How could it be saved? There was a lot to do but no funding.
This is the tale of how a team of volunteers from Middlewich Heritage Trust (MHT) took up the challenge, and won!
Background
The UK’s mid-Cheshire area has been known as a key salt-producing area since pre-Roman times, with the towns of Northwich, Middlewich, Nantwich and Winsford most prominent. From early days the main use of salt was to preserve food, but by the 1800s other uses were suddenly in great demand. Nowadays, the chief use of salt and its byproducts is in the chemical industry, where it is employed in the preparation of a long list of chemicals, especially soda ash, caustic soda, and chlorine gas.
Caustic soda is used for the manufacture of glass, soap, sodium-based chemicals, washing soda and sodium sulfate (salt cake) for the paper industry. It is also used in the manu- facture of plastics, and in the digestion of wood in the digestion of wood in the paper industry, in the manufacture of aluminium, and petroleum refining. Chlorine is used in bleaching pulp, paper and textiles, to counteract waterborne microbiological infection, for the manufacture of hydrochloric acid and the manufacture of PVC panels, doors and windows. Chlorinated substances are used in agrochemicals, computer hardware, electronic devices, automotive parts and in pharmaceuticals manufacturing.
With the increasing demand for byproducts from salt processing, the North West became a major area for producing chemicals at the turn of the 19th Century. Crosfield’s soap works in Warrington and Gossage’s soap works in Widnes; Lever Brothers’ soap works at Port Sunlight; Price’s candle factory at Port Sunlight; and Pilkington’s glassworks in St Helens head the list of household names dependent on the products of salt processing.
To make the salt, the manufacturers used brine from underground brine streams. In the 19th Century, underground brine streams were notoriously difficult to locate, so the salt manufacturers dug shafts until they reached the salt beds then the usual practice was to dig several adits from the shaft in the direction of a possible brine stream hoping their luck was in! A few men became experts at digging shafts and seeking out the brine streams. It was a lucrative business for the brine prospectors, and records show that no fewer than 45 shafts were dug in the Middlewich area alone.
With that background, let’s now take a closer look at the project to renovate Murgatroyd’s Brine Pump in Middlewich.
Murgatroyd’s Salt Works
The continued expansion of the salt industry during the 19th Century led to fierce competition; prices fell and conditions deteriorated. After numerous unsuccessful attempts to stabilise the position, 64 salt-makers agreed to form the Salt Union, with the aim to establish a monopoly and thereby maintain high prices. However, a number of entrepreneurs had other ideas for improving costs, and one such individual was George Murgatroyd, a Stockport engineer. In 1889, five months after the formation of the Salt Union, Murgatroyd purchased a site in Middlewich and started to search for brine. Work on the shaft began, using the experienced contractor Ralph Oakes of Winsford, and this shaft is important because it was one of the last shafts to be hand dug.
Just imagine how difficult a task it would be to work at the bottom of a 5 ft square, 300 ft deep shaft with three of your workmates whilst filling a large bag with excavated earth before it is hoisted to the surface! Then rapidly shoring up the shaft with the shuttering. It doesn’t bear thinking about, and to get some flavour of the task, Oakes’ report of the dig is illuminating: “The brine shaft sunk by me upon the property is of the following dimensions viz 8 feet square in the upper portion (60 ft) and 5 feet square below, well and strongly timbered with pitch pine boards held together with iron dogs, and braced throughout its entire depth of 274 feet. The next stage of works was the driving of a tunnel or adit along the upper salt bed in a north-east direction beneath the railway. Still no brine was encountered, the adit was next driven in the opposite direction and after 25 yards, brine was finally discovered”.
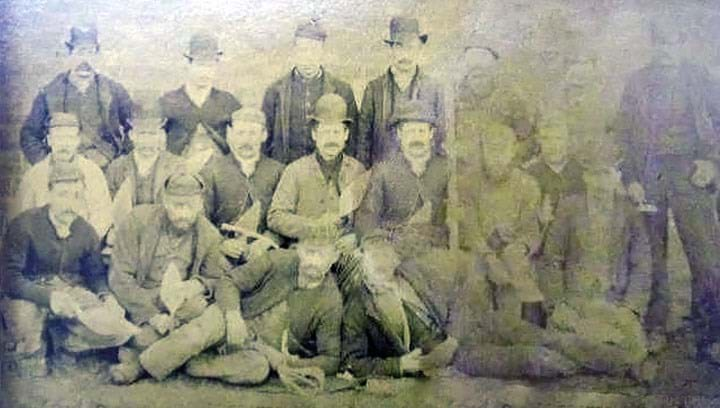
In digging wells it is desirable that the workmen remained dry and in this case their luck held out and they reached a depth of 300 ft still dry but no doubt, very dirty and sweaty! (see Figure 1).
However once in the rock salt bed, the danger is enhanced; underground brine streams generate significant pressure and an accidental encounter would rapidly flood the shaft. In some diggings, it was often necessary for the diggers to flee for their lives to escape the rushing brine. There was little health and safety, PPE amounted to a waistcoat and flat cap! The team had to rely on acute hearing and years of experience, their only technical help came from simple stethoscopes. Clearly, they were made of sterner stuff in those days.
In this dig, the team was lucky and no flooding is recorded. To remove the excavated earth, canvas bags were used which were winched to the surface. The digging process was done in secret to avoid prying eyes; the secrecy went to such an extent that the direction of the adit was considered a matter of utmost secrecy and, to that end, the workmen were spun round during descent to confuse their sense of direction as they were lowered down.
In 1889 the prospectors were successful and Murgatroyd’s discovery of brine brought hope to Middlewich, which had suffered from reduced activity in the salt trade. The Murgatroyd Mid-Cheshire Salt Works Company was established and in 1889 on New Year’s Eve, the first salt pan (similar to that in Figure 2) began operation.

Pumps installed
The new shaft, which supplied the brine for the open pan salt works, had a beam pump installed, driven by a horizontal steam engine.
The steam-driven pump head had a long and wide single piece beam, about 15 ft long and a foot wide. The coupling rod from the engine was connected at one end and the pump ran at 12 strokes per minute. The original pump worked from 1890 until 1932, when the John Thom No1 pump was installed.
In 1952 a further John Thom pump was installed and the steam engine was gracefully retired, being replaced by an electric motor. A third pump was added, this operating in a nearby borehole, and in 1966, a fourth pump, a three-stage Beresford was positioned in the shaft between the two John Thom pumps, providing a total pumping rate of 33,200 gal/h, although the system ran generally at 20,000 gal/h.
In most cases deep well pumps in the salt trade comprise:
- a 10” cast iron rising main;
- working barrel of diameter 9½” with cast brass foot valve bolted to the rising main;
- suction pipe or tail pipe used to draw brine from the lowest possible level;
- a cast brass piston or bucket operating with a 36” stroke and suspended from cast iron rods;
- and head gear and drive to raise and lower piston.
When the bucket or piston descends, the column of brine in the barrel between the bottom of the piston and the foot valve passes through the valve in the piston. On the upward stroke the ascending piston evacuates the barrel by a volume equal to the stroke times the cross-sectional area of the barrel, the working barrel immediately filling with brine through the foot valve. On the upward stroke, the piston lifts a volume of brine, ejecting brine into the holding tank supplying the salt works.
By way of a detailed explanation of the installation and operation, I am indebted to one of our volunteers, Steve Broadfoot, a mechanical engineer with many years’ experience designing and installing complex pumping systems.
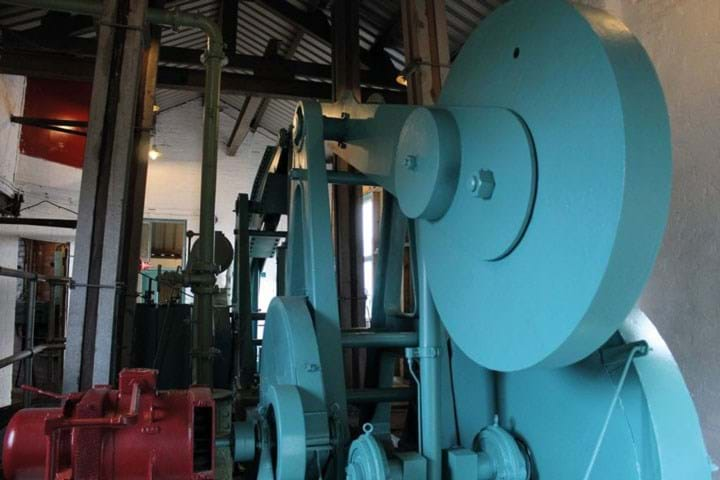
The first John Thom pump was mounted on a concrete plinth at the well head. The pump bed plate was supported on a concrete plinth and the steel beams. One end of the rocking beam which provides the vertical motion for the piston was connected to the crank shaft. The vertical movement imparted by the rocking beam headgear drives the pump via a connecting rod and pump rods connected to the piston. Pipework delivered brine to the nearby holding tank. The nominal pump output was 11,600 gal/h.
As the chemical business developed, a second John Thom pump was installed in 1952, doubling the pumping capacity. At this stage the pumps were electrically driven. The original steam engine and boiler were removed, and the boiler house was demolished.
The electrically-driven Beresford submersible pump, added in 1966, delivered another 10,000 gal/h, bringing the nominal pumping capacity to 33,200 gal/h.
A timber gantry was used for construction and it continued in use for 90 years, providing lifting facilities for installation and maintenance of the pumps and pipework.
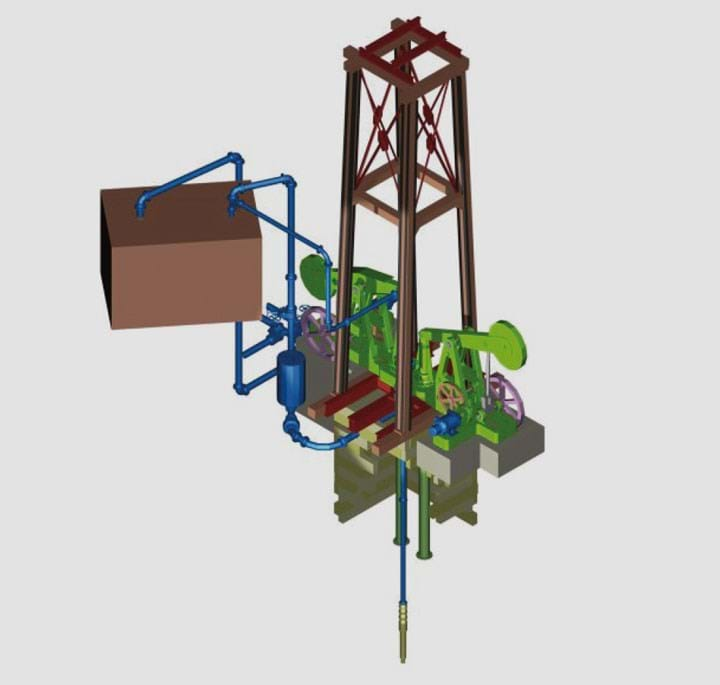
The brine pump (shown schematically in Figure 3) is on the Brooks Lane industrial estate in Middlewich and is the last remnant of Murgatroyd’s Salt Works, which provided high-
quality brine for almost 90 years.
The last owner of the site, BP Chemicals, stopped pumping in 1977 and the site was passed to the local council, and the pumps were left in situ. Deterioration ensued through lack of protection and maintenance but hope was raised that it could be saved when it was designated a scheduled monument in 2001.
Figure 4 shows the original 55 ft high timber gantry, next to the salt works.

The Restoration Project
Murgatroyd’s brine pump is a unique relic of our long-lost industrial heritage. In the late 1800s there were dozens of these in the mid-Cheshire area; its uniqueness stems from the fact that it is the only complete, in-situ “wild brine” pump left in Europe in a hand-dug, timber-lined shaft. In the early 20th century, the pumps were enclosed in a pump house.
Middlewich Heritage Trust leased the site in 2012 and as can be seen from Figure 5, it was in a very sorry state. Fortunately, it had been put on the Heritage at Risk Register but significant funding was required to meet the aims of the project. Following years of lobbying for funds and the heroic work of the Heritage Officer for Middlewich, and thanks to generous contributions from Historic England, The National Lottery Heritage Fund, The Association for Industrial Archaeology and Cheshire East Council, the refurbishment received the go ahead.

The project set out to repair and preserve unique elements of national importance including the 19th Century gantry, shaft, and early 20th Century pumps by recruiting a team of professionals, retired engineers, and volunteers.
Volunteers contributed to the specification and tender documents together with risk assessments, and following the tender process, in 2018, Quadriga Contracts was appointed main contractor under the Joint Contracts Tribunal (JCT) Form of Contract for the building and civil works, and work started in 2019. Quadriga has made a name for itself in working on heritage pro
During the restoration work, the timber gantry was badly decayed and had to be removed. One of our volunteers had identified some second-hand, 100-year-old, pitch pine which proved ideal for the repair and that with some of the metal and wood salvaged from the original gantry did the trick. The gantry was remade, identical to the original gantry. A major task, but we were on the way!
Back on site and with the well head now clear, we found that the original shaft-lining timbers were in good condition. We all assisted in clearing years of debris, the route of the old steam pump pipes was identified, pumps were refurbished and timbers and concrete plinths were reinforced. All activities were documented as required by Historic England.
The shaft cover was replaced with new steel mesh panels, shaft lighting installed and a walkway added so that visitors can now see the brine in the 8 ft-square upper part of the shaft.
All metal work was shot blasted, primed and repainted.
A thorough shaft survey was undertaken by specialists, which suggested that some of the riser pipes had deteriorated but, surprisingly, the Beresford submersible pump and pipes were retrieved in reasonable shape considering the age of the installation and in such corrosive conditions. The Beresford pump’s condition was almost pristine, and having been shot-blasted was conserved for exhibition.
The external brine tank was also too corroded to preserve, and was replaced. Stencilling the name of Murgatroyds on the side was a challenge in icy conditions! But we were supplied with many cups of tea and we were lucky that it wasn’t mounted on the building roof at that time.
This successful project gave excellent opportunities for us all; professional volunteers to help with drawings, specifications, risk assessments and hands-on conservation work. Many other willing volunteers undertook restoration, learning about conservation methods and, working with professionals, to bring the site into public use. At times it felt like the dustiest place on Earth.
Our volunteer work encompassed all aspects of the project from design through to build, including clearance of vegetation, removal of dead trees and low branches, removal of debris and creating a natural path through the site. We erected new fencing, built brick walls, painted until we dropped, and provided general labour.
Figures 6–7 show a few photographs of the work done by the volunteer team.


After a most enjoyable 12 months of hard work, the project is now complete and the site will be open to the public for the first time on 18 and 19 September, with an official opening planned for 2022. While the main restoration is now complete, there is still work to do – we are all running around with paint brushes touching up, erecting information boards explaining the history of the site and how the pump worked, alongside mounting several exhibits from the salt industry in the late 1800s. The visitors’ centre is in place and I’m sure it will be a great experience for visitors of all ages (see https://bit.ly/3gjeJ7p).
I firmly believe that nothing prepares you for an industrial role better than a chemical engineering education. The skills learned are powerful, and have been crucial in helping me in projects like the refurbishment of the brine pump. In particular, skills developed in handling intricate projects in the food, drink and pharma industries, including project management and management of contractors, together with basic mechanical, electrical and control engineering skills and risk assessments have been important in supporting MHT with this amazing project. The most important aspect, however, is you need enthusiasm coupled with the ability to roll your sleeves up and get on with it, whatever your age!
MHT has finally succeeded in bringing the building and equipment back to life. A valuable community project has turned the site into a sustainable education and visitor resource whilst creating opportunities for volunteers to learn new skills, share existing skills and knowledge.
To read more articles in the series visit https://www.thechemicalengineer.com/features/type/chemical-engineering-in-the-community/
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



