Choosing a Slurry Pump
Nnamdi Nwaokocha offers practical advice on pump selection
PUMPS are the backbone of the process industry. In a process plant, it is necessary to move material from one point to another. In keeping with the laws of thermodynamics, fluids move from an area of high pressure to low, and depending on the plant layout often require the assistance of a pump to achieve this. With many different pump types available, selecting the right pump can be tricky, especially when slurries are involved.
This article will discuss some of the variables to consider when characterising a slurry and selecting a suitable pump for transporting those slurries in a plant. This is not definitive and is by no means a complete review of handling slurries by pumping but is meant to provide some useful information and a good starting point of what to consider.
Summary
Pumping of slurries can often lead to blockages or equipment failure. The job of the designer is to assess all the factors of each situation, including client and existing site preferences to design a system and select a pump which is robust enough to minimise blockages and makes maintenance for operators as easy as capital would permit whilst providing a safe system of work.
Slurry type
What is a slurry? Typically, the term slurry is used to refer to a mixture of a liquid and a solid or combination of solids. The liquid is often referred to as the carrier fluid and in most cases is water, although it can be anything from an acid solution (eg nitric acid) to a hydrocarbon (eg diesel).
Producing a slurry or maintaining solid suspension in static conditions is outside the scope of this article.
Slurries can broadly be broken down into two types: settling, and non-settling slurries. This characterisation is based on the nature of the solid(s). Non-settling slurries contain solids made up of fine particles, which largely remain in suspension when the applied mixing energy ceases. Settling slurries, as the name suggests, contain solids whose particles settle out when the applied mixing energy ceases. From a designer’s perspective, it is important to know the type of slurry. For example, non-settling slurries can be transported around under laminar flow conditions, whereas turbulent flow conditions are required for settling slurries, particularly in horizontal sections.
A useful rule of thumb provided in Sinnot and Towler’s Chemical Engineering Design states that solids with particles of less than 200 microns (0.2 mm) will usually be expected to produce non-settling slurries. Larger particle sizes will produce settling slurries.1
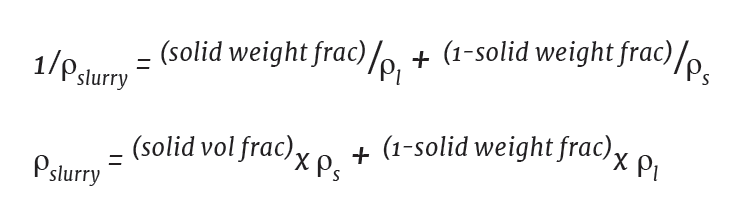
Before selecting the right pump, the first step is to determine the pressure drop requirements using the system characteristics. The parameters required are:
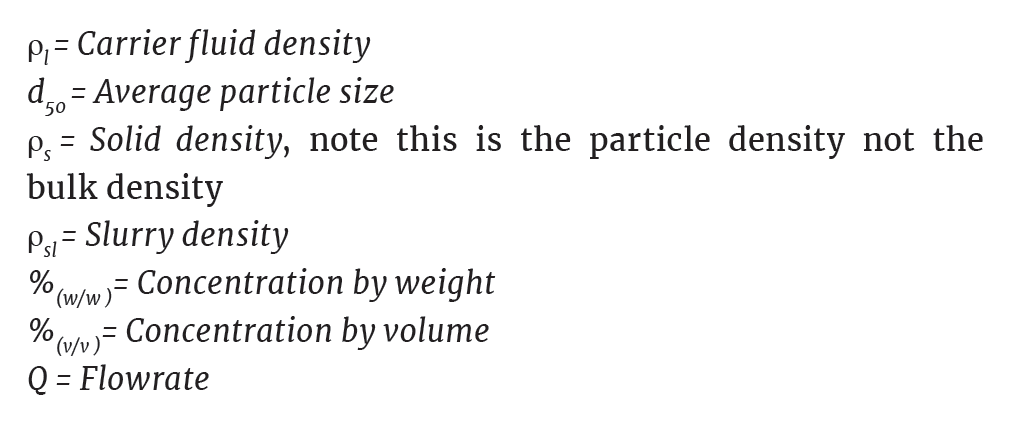
The following equations2 are useful in determining the slurry’s density:
For settling slurries, the velocity in the pipework is the key design criteria.
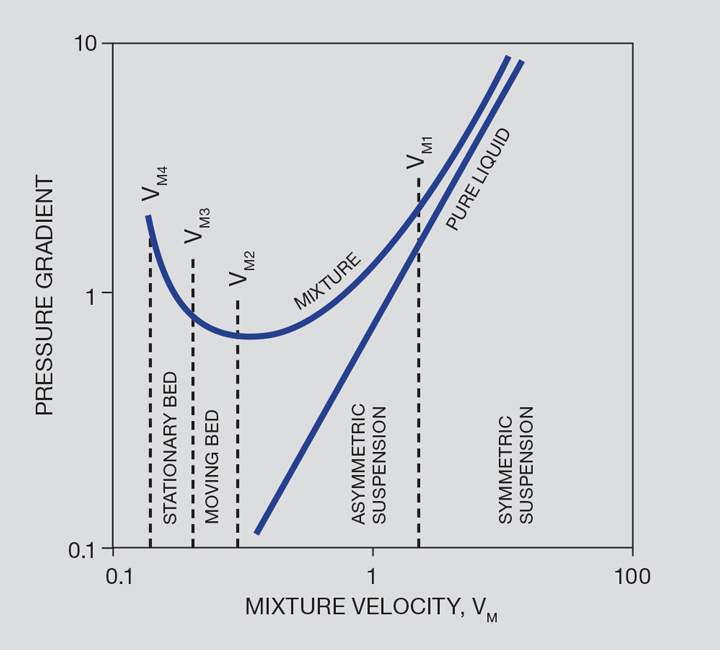
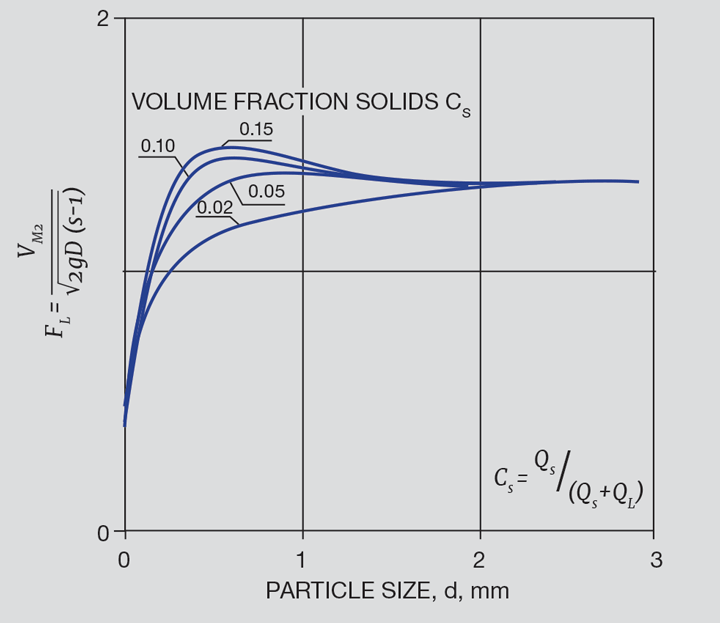
Figure 1, an extract from Perry’s Chemical Engineers’ Handbook, depicts the relationship between the pressure drop and the slurry’s velocity compared to a pure liquid in horizontal pipework. The important point to note is that the horizontal pipe velocity should be above the point labelled Vm2 (minimum transport velocity). This is the point at which the solids are fully suspended. This is determined using the Durand equation3.
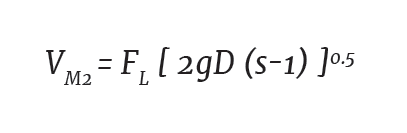
where:
Once the minimum transport velocity is calculated, it is common to add a safety factor, but care is needed. If the velocity is too high, the required pressure drop and the subsequent work required by the pump can increase significantly. For vertical flow, a good starting velocity can be taken as twice the solid’s settling velocity. The main aim is to stop the solids from dropping out. Velocities in the range of 1-3 m/s is a useful rule of thumb.3
The pressure drop for settling slurries can now be determined at the calculated velocity assuming pseudo-homogeneous behaviour, using the slurry’s density and the carrier fluid’s viscosity in established pressure drop calculation and applying a correction factor. A correction factor of 25% is suggested in Perry’s Chemical Engineers’ Handbook3.
Note that the above is for solids heavier than the carrier fluid. Depending on the solid particle size, at particular concentrations the particles begin to interact with each other and can start to affect the slurry’s viscosity. This is discussed further with calculations provided in the Processing of Solid-Liquid Suspensions, Chapter 112. Appendix 3, Warman Slurry Pumping Handbook4, also has useful calculations and correlations for water-based slurries.
For non-settling slurries, the resultant slurry typically displays non-Newtonian behaviour, and its rheology and behaviour must be determined empirically to ascertain the work required by the pump. The pressure drop for these can then be calculated using established pressure drop calculations depending on the slurry viscosity and density calculated.
Other things to consider before moving onto pump selection are:
- slip conditions – when the solid and carrier velocities differ significantly;
- pipe size – ensure the pipe ID is considerably bigger than maximum particle size (6-10x is recommended2);
- piping design (using recirculation loops to ensure the slurry is constantly moving; using falls, so the slurry drains to a safe point; using long radius bends; installing rodding or flushing points; minimising bends; minimising dead legs; minimising suction pipework);
- static head requirements; and
- available NPSH.
The solid particle will play a crucial part in selecting the material of the wetted parts. The following, amongst other things, should be considered:
- are the solids hard or soft? ie are they abrasive?
- will pumping the slurry cause erosion?
- are the solids corrosive? This applies to the carrier fluid.
Pump types
As with many pump duties, both rotary and positive-displacement pumps can be utilised. The following are some of the aspects to consider when selecting the type of pump for your slurry. However, always check with specialist pump suppliers before making a final decision.
Centrifugal pumps
The most common pumps generally in use are centrifugal pumps. When specifying this type of pump, as a minimum, the following must be considered:
- Impeller type – A recessed impeller type can be used, the design minimises contact between the particles and the impeller thereby minimising wear on the impeller whilst being gentle on the particles. Open impeller types can be used, as they are generally easier to clean and maintain. Closed impellers are often regarded as having the best efficiency but can be difficult to clean. The thickness should have suitable wear allowance. You should also consider any impact caused by the required impeller speed.
- Casing type – Metal casings can be used. These may be lined with rubber for added protection or as a sacrificial wear part. Split casings can also be considered, but these can be expensive. The thickness should have suitable wear allowance.
- Clearances – Slurry centrifugal pumps should have larger clearances than pure liquid pumps, to allow solids to pass through but also to reduce the velocity within the pump, thereby minimising wear.
These are just some of the things to consider when selecting a centrifugal pump for a slurry duty. In direct liaison with a pump vendor, the designer must choose the best options for their system. They should also consider any impact on the shaft and seals, and ensure there will be no issues with cavitation.
Centrifugal pumps are differential head devices and therefore, the head generated is based on properties of the fluid.
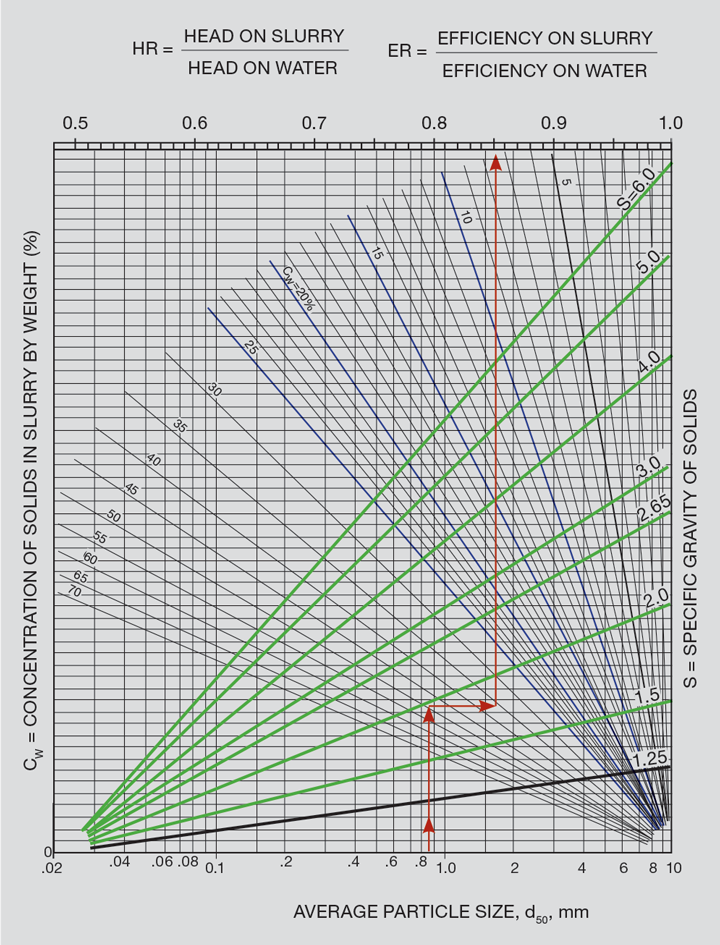
Often, the operating curve and efficiency curve provided by pump vendors are that of water, so a way of translating those figures is often needed. An example is shown in Figure 34. It also includes a ratio for the driver efficiency which would also assist in confirming the pump motor.
Note that the curve is only for slurries whose carrier fluid is water. Moreover, it is for Warman pumps. For similar correlations and fluids other than water, speak to your pump vendor.
Positive displacement pumps
There are various types of positive displacement pumps which may be utilised in pumping slurries: air-operated diaphragm pumps, peristaltic, rotary lobe, progressive cavity pumps, and piston diaphragm pumps to name a few. Assessing all of these to the same degree as the centrifugal pump above will be a significant undertaking and is outside the scope of this article. Instead, I’ve summarised different pump types used in my experience and highlighted specific things to consider in relation to handling slurries.
Positive displacement (PD) pumps are generally useful for fluids, which demonstrate pseudo-plastic behaviour. The pumps are better equipped to overcome that initial resistance to flow. They generally run at lower speeds compared to centrifugal pumps and are therefore consequently gentler on the solid particles. However, some PD pumps are known to generate acceleration losses, which must be accounted for.
Air-driven diaphragm pumps
Generally, I have found air-driven diaphragm pumps to be suitable for handling slurries. However, as with centrifugal pumps, abrasion and erosion can be an issue, particularly with the balls and seats that form part of the check valve assembly. If the right material is not selected, the balls can be eroded to a point where they no longer seal properly, causing the pump to not operate efficiently. The same thoughts can be applied to piston diaphragm pumps.
Things to consider (specifically related to slurry handling) include material of check valve assembly; material of diaphragm; and clearances (the maximum particle size the pump can handle).
Peristaltic pumps
Peristaltic pumps are alternatives to air-driven diaphragm pumps. Unlike the diaphragm pumps, there are no balls or check valves to maintain. To put it simply, the only things which require maintenance are the motor and the tube. The main advantage of this pump type is the capability to handle slurries up to 80% w/w solids (this is the highest value I’ve seen claimed, and should be confirmed with your pump vendor). A limiting factor in its selection is the maximum discharge pressure, and this is limited ultimately by the tube properties. Things to consider include tube material (hence tube life), and maximum discharge pressure.
Gear, lobe and ECP pumps
In these pump types, fluid is moved in the spaces between the teeth of the gear pump, lobes or pistons. They typically are specified for slurries with soft particles. ECP pumps are known for dealing well with slurries that contain solids which settle readily, as they can be scooped up once flow is resumed. The clearances are usually quite tight in these pump types and any slurries which contain abrasive solids would cause excessive wear on these pumps5.
Things to consider include slurry type, and solid characteristics.
Progressive cavity pumps
Used extensively in the wastewater and process industries, this pump is well known for handling slurries. To improve wear resistance whilst pumping slurries, the rotor may be coated. The more abrasive the solids in the slurry the better it may be to operate the pump more slowly, ie select a larger pump and operate at a slower speed. Additionally however, if the pump is operated slower then solids may fall out of suspension and cause blockages within the pump. Be careful when looking to handle larger diameter solids. A limit of 45 mm is stated in Jones’ Pump Station Design.7
Things to consider include solid characteristics (size and abrasiveness), slurry type (do they settle easily?) and seal arrangement.
Conclusion
Selecting a suitable pump for a slurry application can be a tricky business. There are many variables to consider, some of which have been mentioned in this article. The overriding message though is to ensure that the solids remain in suspension and to minimise wear and blockages. The above is provided for discussion and general guidance purposes only. For specific cases, you should gather as much information as possible on the carrier fluid and solids, and discuss options with a relevant pump vendor.
References
1. Sinnot, R and Towler, G, Chemical Engineering Design, Fifth Edition, Elsevier, 2009.
2. Processing of Solid-Liquid Suspension, ed Ayazi Shamlou, P, Chapter 11 by Shook, CA, Chapter 12 Etchells, AW, Butterworth-Heinemann, 1993.
3. Green, DW and Perry, RH, Perry’s Chemical Engineers’ Handbook, Chapter 6, 8th Edition, McGraw-Hill, 2007.
4. Warman Slurry Pumping Handbook, Warman International, Feb 2000.
6. Coulson, JM, Richardson, JF, Backhurst, JR, Harker, JH, Coulson and Richardson’s Chemical Engineering Volume 1 - Fluid Flow, Heat Transfer and Mass Transfer, 6th Edition, Elsevier, 1999.
7. Jones, GM, Pumping Station Design, revised 3rd edition), Elsevier, 2008.
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



