Making the Palm Oil Industry Greener

Environmental concerns regarding the palm oil industry are well documented. However, IOIEO’s Sustainability Team says there is a way to make palm oil production more aligned with the quest for net zero
IN RECENT years, the sustainability of palm oil has gained traction, with issues such as deforestation, labour and land use rights, and carbon emission now openly scrutinised. There are two contradictory perspectives on the palm oil industry. On one hand, critics argue that it poses a threat to sustainability, while on the other hand, it is viewed as a driver for sustainable development.
This is evidenced upon mapping the palm oil industry against the United Nations Sustainable Development Goals (SDGs). The industry makes a direct contribution to economic growth (SDG 9, 12), poverty alleviation (SDG 1, 8, 10), enhanced food security (SDG 2), alternative energy (SDG 9), and long-term employment opportunities (SDG 1). It is also linked to addressing human rights issues and inequalities (SDG 8). However, the industry also raises environmental concerns due to the large-scale expansion of monoculture plantations, leading to human-wildlife conflicts, threatening biodiversity (SDG 14, 15), and increasing greenhouse gas (GHG) emissions (SDG 13).
Palm oil in Malaysia
Introduced to Malaya (now Malaysia) as a commercial plant in 1917, the nation’s palm oil industry has grown from humble beginnings to become the world’s second-largest palm oil producer (behind Indonesia), exporting around 30% of the world’s supply. About 40% of Malaysia’s palm oil output is produced by smallholders. In 2021, Malaysia committed to cap palm oil planted area to 6.5m hectares.1 Malaysia’s palm oil production is estimated to rise to between 18.5m and 18.75m mt in 2024.2
Circular economy in the industry often limited to byproduct design
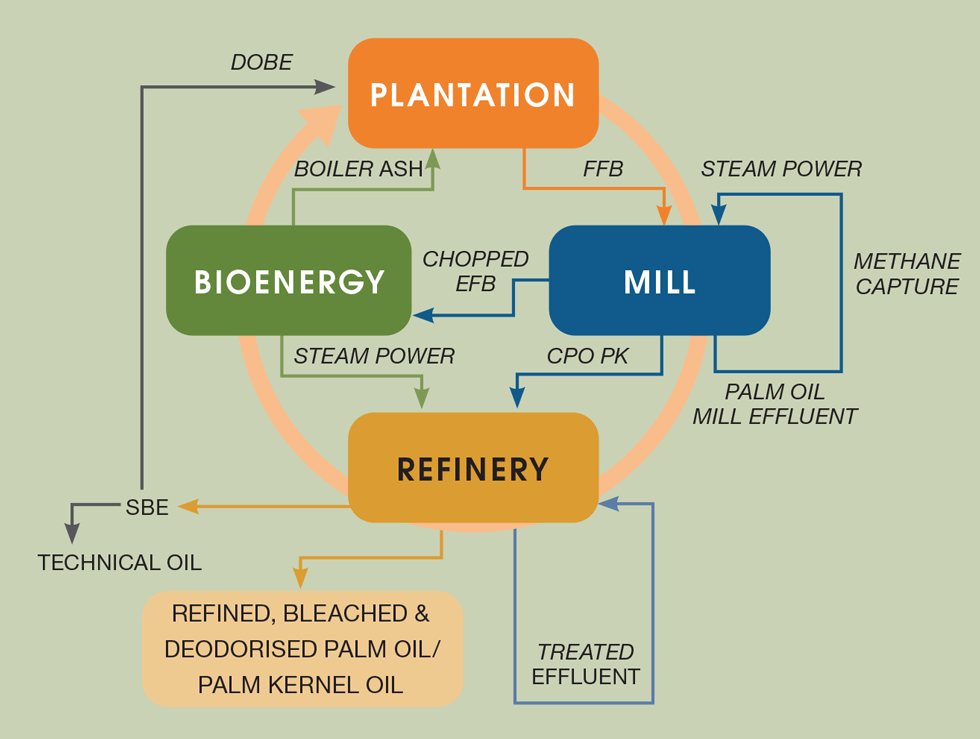
The palm industry requires shifting from a linear production to adopt a more circular system. The aim is to use palm byproducts, minimising waste and extending product lifespan through reuse and recycling. The repurposing of palm secondary streams into value-added products is not new to the industry. For example, palm kernel shells (PKS) and empty fruit bunches (EFB) are sent to mills to be burned for bioenergy; the resulting boiler ash, which is rich in nutrients, is returned to the plantation for use as organic fertiliser; and spent bleaching earth (SBE), after being used in the palm oil refining process, is collected by specialist companies for oil recovery. This SBE oil is used in non-edible applications.
Figure 1 shows how the byproducts of palm oil production flow between the different operations in the supply chain. However, full potential of all byproduct reuse is yet to be realised due to technology availability, logistic infrastructure limitations, and inadequate awareness. The palm industry players have focused primarily on product design without considering industrial symbiosis. With thoughtful planning, the creation of eco-industrial parks can promote resource efficiency and circular economy practices. The feasibility of transitioning palm oil industrial clusters (POIC) into well-functioning eco-industrial parks that create a win-win ecosystem for all players in the park must be studied. A circular economy within the industry will lower dependency on imports, reducing imported GHG emissions and supporting various local partner businesses too.
Aspects to consider in transitioning to organic fertilisers
The use of palm oil biomass for value-added products such as organic fertilisers is arguably minimal. Plantations prefer to use inorganic fertiliser over organic fertiliser because of its ability to provide nutrients in a timely manner, being nutrient-rich and readily absorbed by plants, and being odourless, practical, and easy to apply. Palm oil requires a large quantity of nutrients. The use of organic potassium derived from biomass boiler ash increases crop’s root growth and improves drought tolerance. There are numerous ongoing R&D studies which produce more complete palm waste-based NPK (nitrogen, phosporus, potassium) organic fertiliser. Some of these formulations include the use of enzymes. Their usage in plantations is still at its infancy, but their potential for carbon footprint reduction will help to address this shortcoming.
Limited installation of methane capture facilities for energy generation
Palm oil mills produce effluent (POME) which degrades to produce methane. This is 28 times more potent than CO2 in trapping heat3 so the industry regulator has, since 2014, required new mills to capture it before it reaches the atmosphere and causes climate change. While the methane can be burned to produce power in a biogas facility, the government and utility companies have made little effort to connect biogas plants to the national grid. Meanwhile, mills established before the cut-off date are not obligated to convert biomethane into energy. It is common practice to observe mills only capturing bio-methane and flaring it into the atmosphere. The CO2 this produces is less harmful but it’s a huge waste. All these factors coupled with the high investment cost further hamper mills from installing methane capture and utilisation facilities.
Lack of market options hinders conversion of secondary streams into waste-based biodiesel
The process of extracting crude palm oil (CPO) generates palm oil mill effluent (POME), a mixture of wastewater streams that contain residual oils. By segregating EFB liquor and steriliser condensate from wastewater streams, these two streams can be supplied as biodiesel feedstock. In practice, this is a daunting task, especially when the market for converting secondary streams into waste-based biodiesel production is primarily in the European market. A policy review published in 20194 by the European Federation for Transport and Environment reported that palm oil has the highest indirect land use change (ILUC) impact and even suggested that palm fatty acid distillate (PFAD), which is a byproduct of palm oil refining, should be included in the category of high ILUC risk biofuels. That raised concerns that secondary streams from oil palm processing will be considered as high ILUC by the European Union (EU) in the future, hindering its development.
Currently in Malaysia, there are collectors for international buyers, which means the local industry is not converting the feedstock for domestic second-generation biodiesel production. This results in palm oil producers being bound to the EU’s regulatory requirements. The feedstocks listed in Annex IX (A) of the European Union Renewable Energy Directive (RED) II5 must be certified with the International Sustainability & Carbon Certification (ISCC) system or other equivalent EU-recognised schemes. This demonstrates compliance with sustainability and meeting the GHG emission savings thresholds, ranging from 50-65% depending on the start date of the installation. The landscape of GHG accounting in Malaysia is still in its infancy. The grid emission factor introduced in 2017 is a good start.6 However, at national level, the country is still grappling with determining emission factors that will assist the palm oil industry in meeting the RED II and GHG savings criteria.

Why are oil palm companies holding back from committing to net zero?
Despite the focus on net zero, many smaller organisations struggle to overcome barriers in understanding and quantifying their emissions, let alone cutting them. The Malaysian Sustainable Palm Oil (MSPO) Certification Scheme has been introduced with guidelines on GHG calculation for palm oil producers, thus enabling a clearer picture of industry emissions and how to reduce them. This is a stepping stone in moving towards net zero. For larger oil palm corporations, management commitment and leadership play an important role in directing and aligning business strategies and policies with net zero commitments. Scaling up efforts to minimise deforestation, enhance carbon sequestration, promote efficient processing methods and low-carbon agricultural research, and harness renewable energy also come with financial challenges.
Recent food safety concerns
Food safety and sustainability share the common goal of safeguarding the well-being of both current and future generations. Above 70% of palm oils are produced for food application. Although only present at trace level in processed palm oils, 3-monochloropropane 1,2-diol ester (3-MCPDE), and glycidyl ester (GE) have become a potential health concern due to the widespread usage of palm oil in food applications.7 Consumption levels of 3-MCPDE in food are considered safe for most consumers but there is a potential health concern among high consumers in younger age groups, while GEs are genotoxic and carcinogenic. In addressing the process contaminants, the installation of a washing step can help to remove the precursors of 3-MCPDE in the refined oil. This CPO washing system will enable the meeting of the European Union (EU) target of 3-MCPDE of 2.5 mg/kg for palm oil. Further enhancement of the washing method will achieve below 1.25 mg/kg in refined, bleached, deodorised palm oil, meeting the specification for the soft oil category. This washing procedure has not been widely adopted by the industry, while GE levels tend to be high in palm oil due to the higher processing temperatures employed. Its removal requires additional processing steps and most palm oil processors are awaiting better technologies to be developed for the mitigation of 3-MCPDE and GE before investing.
The washed water with high chemical oxygen demand (COD), impurities and oil content, is a challenge to an effluent treatment plant (ETP) originally designed for physical refining. Several studies were conducted to improve the ETP process to treat the high COD influent while maintaining the quality of treated effluent, complying with local regulations. The treated water from the ETP is used as industrial water to minimise freshwater consumption.
The EU is expected to impose legislation on permissible levels of mineral oils in edible oils in response to an increase in food contamination incidences. The contaminants include mineral oil saturated hydrocarbons (MOSH) and aromatic hydrocarbons (MOAH) typically from lubricants. MOSH is connected to liver damage, whereas MOAH may cause cancer. Some portions of the industry have shifted to using food-grade lubricants as a substitute, while others have introduced more stringent controls to prevent contamination.
The palm oil industry has shown resilience in facing many challenges in the past. It will also weather the storm in overcoming the challenges mentioned here, coming together with chemical engineers to convert them into opportunities.
Ainun Jaabi (responsible sourcing), Lai Wei Shoon (supply chain manager), Low Sim Loo (sustainability & GHG senior executive), and Yung Yen Li (quality assurance and quality control manager) are all part of the sustainability team at IOI Edible Oils Sdn Bhd (IOIEO). Shyam Lakshmanan CEng FIChemE is general manager at IOIEO
References
1. https://bit.ly/4bt5Q5Q
2. www.palmoilanalytics.com
3. https://www.epa.gov/gmi/importance-methane
4. https://bit.ly/3SsdzIV
5. https://bit.ly/3HSHchq
6. https://bit.ly/3HR77WT
7. https://bit.ly/3uhw4rx
Case Study 1: Re-engineering a palm biomass-fuelled boiler to achieve a lower carbon footprint
WHEN IOI Bio-Energy wanted to replace its two biomass-fuelled cogeneration boilers they went straight to the boiler manufacturer to suggest several design modifications to the replacement boiler. These design modifications improved fuel handling and combustion efficiency to 95%, resulting in IOI winning the Renewable Energy award in the Cogeneration category at the National Energy Awards (Malaysia) as well as a special award at the ASEAN Energy Awards. Shyam Lakshmanan and Yen Li Yung from IOEEO take us through the process.
Finding solutions
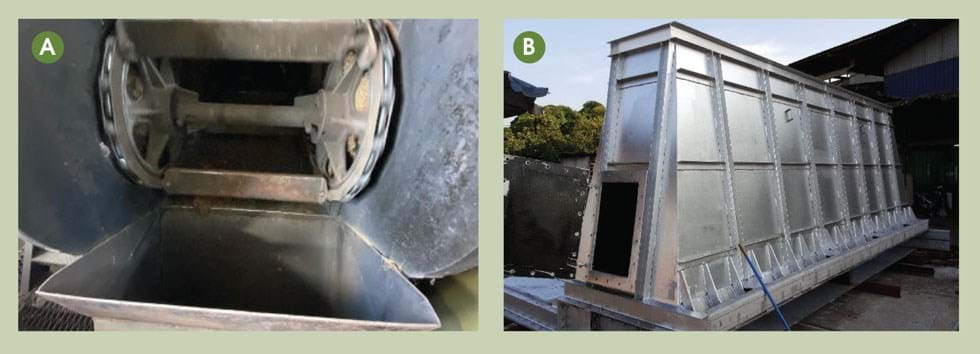
Our steam boiler uses palm empty fruit bunch (EFB) fibre and palm kernel shells (PKS) as fuel. However, the fibrous structure of EFB gave it a tendency to become entangled, resulting in fuel flow bridging. The traditional V-shaped bins would become jammed up with EFB fibres at the narrow throat of the bin, with the interruption affecting fuel feeding which then caused fluctuations in boiler steam pressure. By using scraper conveyors with large openings that can handle varying EFB fibre lengths and an upside-down V-shaped bin coupled with a ram pusher to provide a wider mouth at the bottom, we effectively eliminated the bridging of EFB fibres in the bin (see Figure 2).
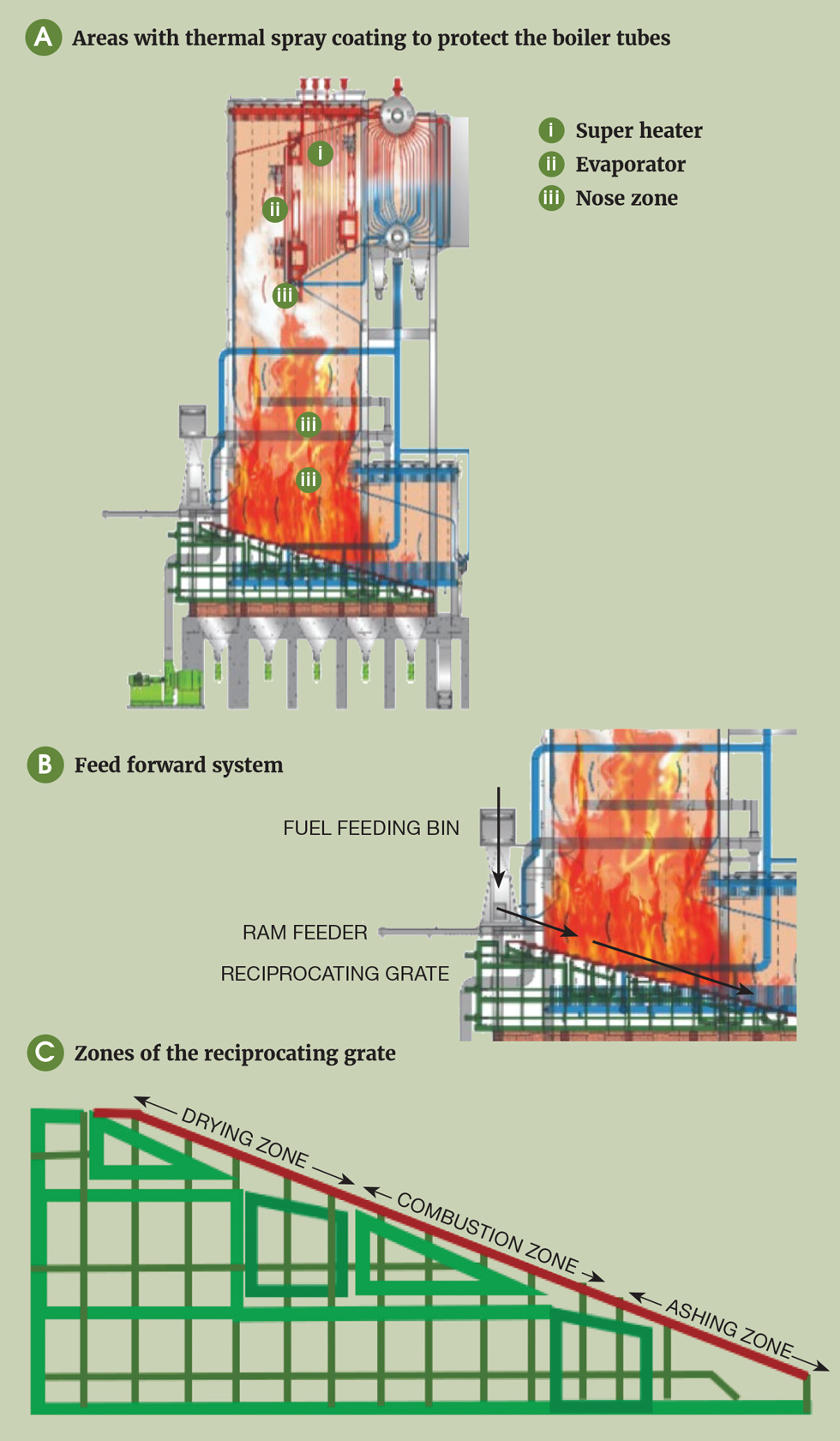
EFB fibre with higher moisture levels can lead to incomplete combustion. To address the problem, a larger combustion grate was installed to replace the old vibrating grate. This was divided into three zones: drying, combustion, and ashing (see Figure 2).
Drying
The boiler manufacturer included a flue gas recirculation line to dry the EFB fibre while also cooling the grate. The grate drying conducted within the furnace has led to more efficient EFB fibre combustion, reducing the need to add PKS as fuel, while also resulting in lower clinker formation in the furnace. Another difficulty we encountered was the tendency of boiler ash to adhere to the boiler tubes at high temperatures, resulting in poor heat transfer. To avoid this, the new boiler is operated at lower temperatures.
Combustion
An air-cooled reciprocating grate has been employed to minimise disruptions to the boiler operation. These air-cooled grates avoid the cooling tube leakage issues encountered with the previous boiler and serve as combustion air, as well as a cooling medium for the grates. The reciprocating grate looks like a wide staircase. The alternating grates are stationary, while the remaining grates move to transport fuel through the furnace. The movement of the grate forces the EFB fibre to tumble down, creating uniform heating and drying which results in lower fuel consumption and greenhouse gas emissions.
Surface failures of boiler tubes because of corrosion and erosion on the flue gas side are a common occurrence with solid fuel-fired boilers. To mitigate this, we apply thermal spray on sections of the boiler (see Figure 3A) identified to be most susceptible to thinning. Thickness measurement and monitoring is done annually to identify thinned areas so that timely respraying is conducted before any tube failure occurs.
Heat pipe heat exchangers were also installed as economisers to enhance the heat recovery of the new water tube boiler. There is no risk of intermixing of the hot and cold streams even if a leak occurs, due to the fundamental architecture of the heat pipe heat exchangers. The heat pipe economisers raise the boiler feed water temperature from below 110°C to greater than 200°C before delivering it to the steam drum, resulting in a lower flue gas exit temperature. This resulted in better heat recovery as the flue gas leaving the boiler heats up the boiler feedwater.
Ashing
The placement of multiple soot-blowing devices and outlet ports resulted in more effective removal of ash from the boiler tubes and helped extend continuous operation hours – 100 days of uninterrupted boiler operation. The process generates 2.6 t of steam for each 1 t of wet EFB fibre (55% moisture content) which was an improvement on earlier cogeneration boilers, while the boiler ash produced contains higher macronutrient, potassium oxide (K2O). This boiler ash acts as a sustainable source of potassium for the plantations and, in line with the concept of circular economy, we supply it back to our palm oil plantations.
Yen Li Yung is R&D manager at IOIEO
Case Study 2: Greening the palm oil fractionation process
THE PALM fractionation plant process involves crystallisation and filtration as shown in Figure 4, where refined, bleached, deodorised palm oil (RBDPO) from the refinery is crystallised through a series of cooling steps and sent to the membrane filter press for separation to obtain olein (liquid oil) and stearin (solid fats). Shyam Lakshmanan and the Dry Fractionation team at IOI Edible Oils take us through the challenges they overcame to make the process greener.
Our initial focus was on the energy-hungry chiller units, devouring more than 50% of our total electricity consumption. We initially attempted to reduce the cycle time of our crystallisation process by lowering the chilled water temperature. However, our chillers were screaming high load, highlighting a critical bottleneck in our operations.

Engineering challenge 1: Selecting the right chiller
The original plant configuration comprised a chiller with relatively low efficiency, registering 0.70 kW per refrigeration ton (RT). This screw chiller was specifically designed for optimal performance under part-load conditions.
Through our studies, we realised a significant enhancement in efficiency could be achieved by transitioning to a centrifugal chiller. This chiller efficiency was an impressive 0.53 kW per RT. Note, however, that the optimal operation of the centrifugal water-cooled chiller is attained at loads in excess of 80%.
To fully leverage the benefits of the upgraded chiller, a comprehensive reassessment of the entire fractionation plant was needed to increase processing throughput.
We chose a high-efficiency centrifugal chiller rated at 500 RT and 265 kW (see Figure 5), a move that not only met our capacity needs but also resulted in a 19% reduction in electricity consumption for Fractionation Plant 1 (FP1) and an impressive 27% for Fractionation Plant 2 (FP2).

The shift to a more efficient chiller and optimised processes contributed significantly to reducing carbon emissions, aligning with our broader sustainability objectives
Engineering challenge 2: Coordinating cooling tower water temperature
Increasing the plant’s capacity placed a heightened demand on the cooling tower. To alleviate the cooling tower load, a plate heat exchanger (see Figure 6) has been strategically placed to harness the cold temperature of our fractionated product, olein. The effective management of cooling tower water temperature was another key point for the project.
The cooling tower return water temperature reduced from 45°C to 40°C, while the temperature of the olein increased from 24°C to 34°C. This optimisation not only enhanced chiller efficiency but also addressed challenges associated with olein quality issues (such as foaming and cloudiness), while reducing the load on the cooling tower.

Engineering challenge 3: Interconnecting FP1 and FP2 for filtration at Fractionation Plant 3 (FP3)
To enhance the throughput of both FP1 and FP2, we addressed a bottleneck at the filtration stage by establishing a new interconnection between FP1 and FP2, with a dedicated line for transporting crystallised slurry to the FP3 buffer tank. This (see Figure 7) allows for filtration at the FP3 filter press, eliminating holding times in crystallisers.

Engineering challenge 4: Shortening crystalliser cycle times
Through optimisation of the crystalliser’s cooling cycle, substantial reductions in crystalliser cycle times were achieved for both FP1 and FP2. This shorter cycle time facilitated the operation of both chiller units at peak efficiency.
Engineering challenge 5: Improving the environmental impact of the refrigerant
Our commitment to sustainability is further demonstrated by the shift towards an environmentally friendly refrigerant. The upgraded centrifugal chiller now employs R514a, a highly efficient gas characterised by lower pressure, reduced global warming potential, and non-flammability when compared to the previously used R-22 gas.
Engineering challenge 6: Avoiding further outlay
By integrating inverters into our pump system in FP1, we have effectively optimised performance without incurring the expenses associated with acquiring new equipment.
Quantifiable benefits beyond engineering solutions
Our success at the dry fractionation plant is not just a narrative of overcoming challenges; it’s a story of tangible benefits.
FP1 and FP2, with original plant-designed capacity of 800 t/d, now operate at higher throughput of 1,200 t/d, equivalent to the combined operation of FP1, FP2, and FP3. As a result, we have scaled down the operation of FP3 which no longer needs to run its chiller and cooling tower and is now limited to filtration for FP1 and FP2.
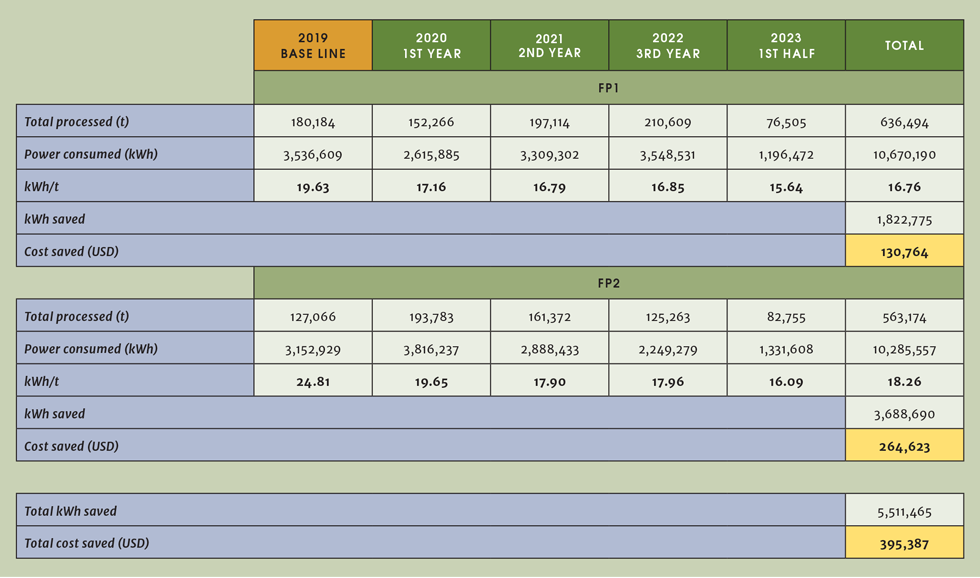
We witnessed a substantial reduction in electricity consumption from 2019’s 19.63 kWh/t for FP1 and 24.91 kWh/t for FP2 to an impressive 15.64 kWh/t and 16.09 kWh/t respectively in 2023.
The shift to a more efficient chiller and optimised processes contributed significantly to reducing carbon emissions, aligning with our broader sustainability objectives. The total electricity saved works out to 5,511 MWh, and with a grid emission factor of 527 kg CO2/MWh, this equates to a reduction of 2,905 t of CO2.
Commissioning and savings milestones
Our green engineering initiatives culminated in the commissioning of the new centrifugal chiller in March 2021, marking a significant step toward sustainability. We completed payback in December 2023, resulting in substantial savings of more than US$395,000.
Chin Vun Kit is a production executive and Ryan Chong Zhe Haw is the production manager for IOI Edible Oils Sdn Bhd
Recent Editions
Catch up on the latest news, views and jobs from The Chemical Engineer. Below are the four latest issues. View a wider selection of the archive from within the Magazine section of this site.



